Известны станки для гибки штучных заготовок, содержащие два вращающихся навстречу друг другу диска. Один диск выполнен с кольцевым желобом и гнездами для установки деталей, осью симметрии которых является радиус диска, а другой диск - с кольцевым выступом, заходящим в кольцевой желоб первого диска.
Недостатком существующих станков является то, что они не обеспечивают отсутствия скругления при верщине угла гибки. Кроме того, вследствие неравномерной деформации по всей линии гибки искажается профиль детали.;
Предлагаемый станок не имеет указанных Недостатков.
Сущность изобретения заключается в том, что гнезда для установки деталей расположены под заданным углом к радиусу диска, проходящему через центр нижней плоскости гнезда.
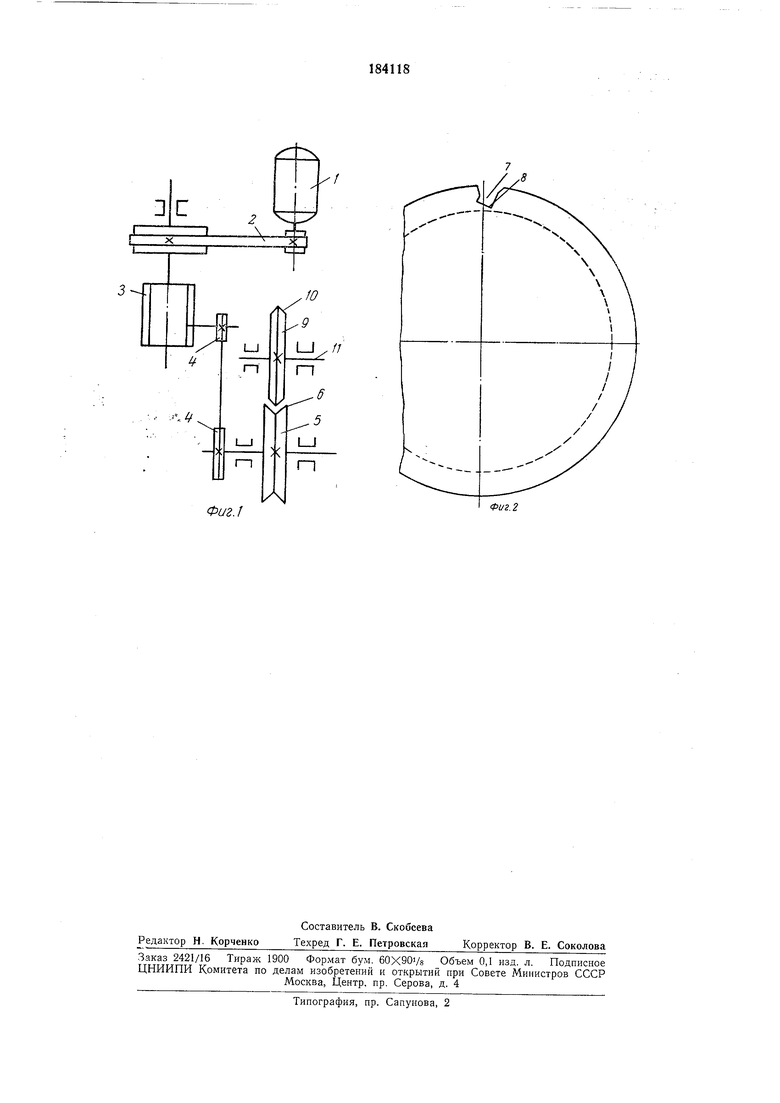
На фиг. 1 изображена кинематическая схема станка; на фиг. 2 - диск с гнездами для установки детали.
От электродвигателя 1 через клиноременную передачу 2, редуктор 3 и роликовую цепь 4 вращение передается на диск 5, выполненный с кольцевым желобом 6 и гнездами 7 для установки деталей, расположенными под ладанным углом к радиусу диска, проходящему через центр нилсней плоскости 8 гнезда. Величина этого угла зависит от длины линии гибки и диаметра диска и определяется графически.
Второй диск 9 является деформирующим и выполнен с кольцевым выступом 10, заходящим в кольцевой желоб 6 диска 5. Днск 9 свободно насажен на ось // и вращается навстречу диску 5 в момент деформации детали. Днск 9 может также перемещаться в продольном направлении регулировочным винтом (на чертеже не показан), вследствие чего регулируются зазор между дисками и усилие, передаваемое на сгибаемую деталь.
15
Предмет изобретения
Станок для гибки щтучных заготовок, содержащий два вращающихся навстречу друг
другу диска, один из которых выполнен с кольцевым желобом и гнездами для установки деталей, а другой - с кольцевым выступом, заходящим в кольцевой желоб нервого диска, отличающийся тем, что, с целью получения деталей без скругления при верщине угла гибки и обеспечения равномерной деформации но всей линии гибки, гнезда для установки деталей расположены под заданным углом к радиусу диска, проходящему через
Фиг.
Фиг. 2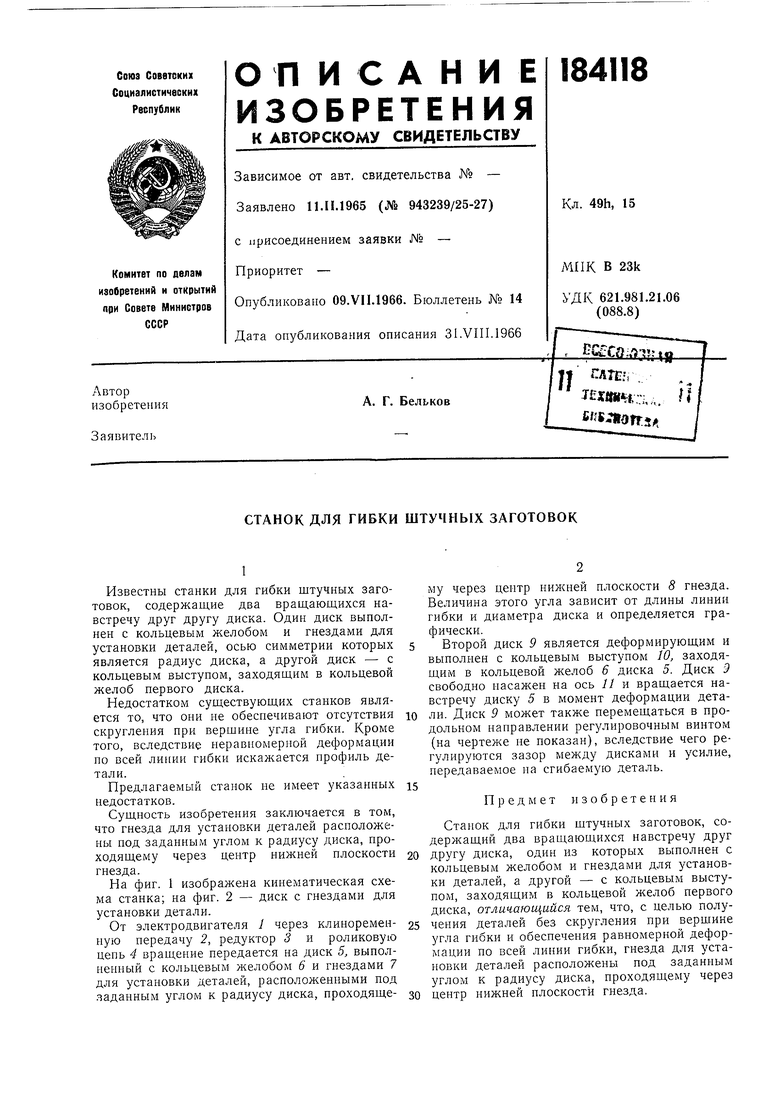
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
| Скрепка для пружинной некруглой спирали | 2021 |
|
RU2763638C1 |
| СПОСОБ ДВУСТОРОННЕЙ ФИНИШНОЙ ОБРАБОТКИ ТОРЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2003 |
|
RU2264904C2 |
| Способ обработки ротационным резцом | 1981 |
|
SU1123790A1 |
| Способ получения осесимметричных заготовок и устройство для его осуществления | 1984 |
|
SU1281329A1 |
| БЕСКРИВОШИПНЫЙ ДВУХТАКТНЫЙ ДИЗЕЛЬ | 1997 |
|
RU2128774C1 |
| Револьверный штамп для изготовления деталей из проволочных заготовок | 1990 |
|
SU1743667A1 |
| Способ гибки профильных труб и устройство для его осуществления | 2016 |
|
RU2693581C1 |
| Станок для групповой доводки желобов внутренних колец шариковых подшипников | 1961 |
|
SU147936A1 |