Известны способы электрошлаковой сварки с использованием формующих ползунов, электродной и присадочной проволоки, автоматически подаваемых в зону сварки.
Согласно изобретению, новым является применение присадочной проволоки в качестве датчика схемы автоматического регулирования скорости сварки.
При подаче нейтрального металла в плавильную полость охлаждается шлаковая и металлическая ванна. Это позволяет улучшить коэффициент формы сварочной ванны (отношение ширины ванны к ее глубине) и, следовательно, проводить сварку при повышенном токе с высокой производительностью, не опасаясь горячих треш,ин в металле шва.
Плавящая присадка -датчик не приваривается к кристаллизующемуся металлу шва, так как установленная скорость перемещения аппарата значительно выше скорости заполнения зазора металлом и при закорачивании датчика на жидкую металлическую ванну аппарат автоматически включается на вертикальное движение вверх. Аппарат перемещается до тех пор, пока не нарушится контакт между датчиком и металлической ванной. При сварке с плавящимся датчиком, как и с пеплавящимся медным, аппарат Периодически включается на вертикальное перемещение автоматически с заведомо установленной большей скоростью, при этом исключается возможность сплавления нерасплавленной присадочной проволоки с кристаллической ванной.
Присадочная проволока направляется в шлаковую ванну через стальную трубку, которая практически не изнашивается в процессе работы.
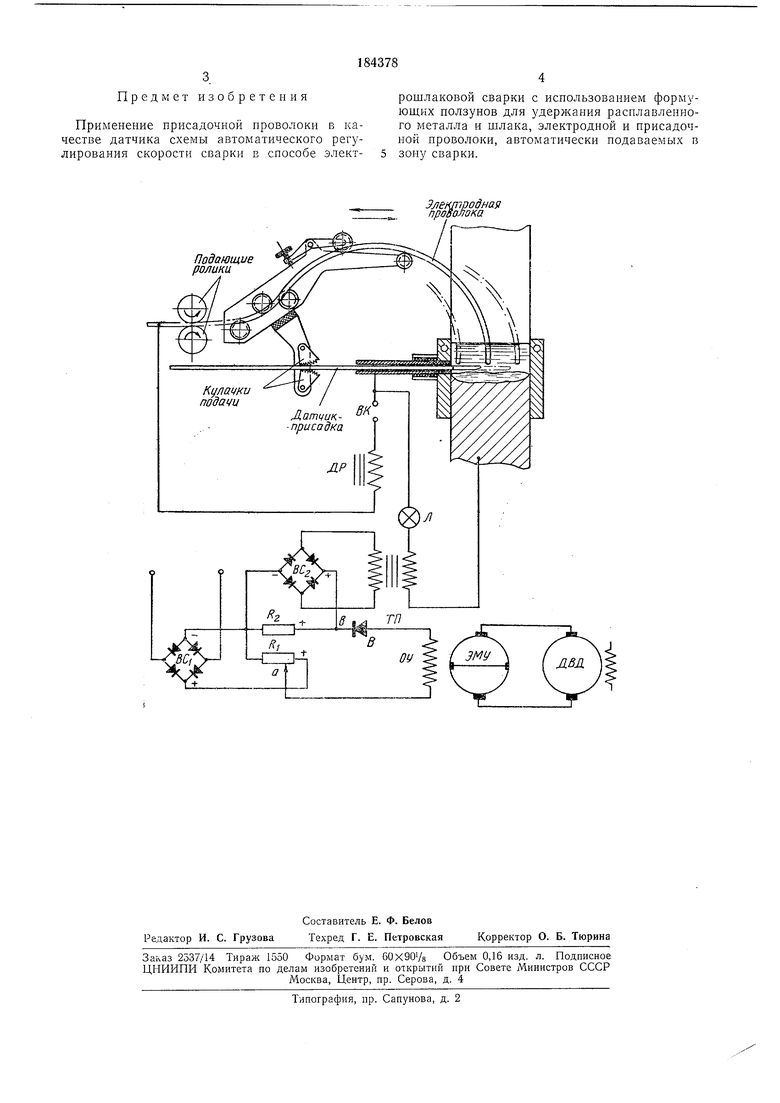
На чертеже изображена электрическая схема.
Питание датчика-присадки осуществляется от сварочного напряжения через дроссель Др,
имеющий воздущный зазор. Изменением зазора ири коротком замыкании присадки устанавливается ток. Датчик-присадка при таком токе, находясь в исходном положении (кулачки подачи - в крайнем левом состоянии), не
зашлаковывается. Напряжение с датчикаприсадки через лампу Л, повышающий трансформатор ТП и выпрямитель ВС подается па сопротивление Ri П-образного измерительного узла. Сопротивление Ri питается через
выпрямитель ВС от независимого источника. В плечо сравнения а-b последовательно с вентилем В включена обмотка управления ОУ электромащинного усилителя ЭМУ, питающего двигатель ДВД вертикального перемеПредмет изобретения Применение присадочной проволоки в качестве датчика схемы автоматического регулирования скорости сварки в способе элект- 5 зону сварки.
нои проволоки, автоматически подаваемых в рошлаковой сварки с использованием формующих ползунов для удержания расплавленного металла и шлака, электродной и присадоч
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления дозированием материалов при электрошлаковой сварке | 1980 |
|
SU917983A1 |
| Способ односторонней дуговой автоматической сварки и устройство для его осуществления | 1990 |
|
SU1837003A1 |
| Способ дуговой сварки под флюсом с дополнительной присадкой | 2020 |
|
RU2735084C1 |
| Способ электрошлаковой сварки и устройство для его осуществления | 1989 |
|
SU1691016A1 |
| Способ электрошлаковой сварки | 1981 |
|
SU984775A1 |
| Способ контроля уровня металлической ванны при электрошлаковой сварке | 1981 |
|
SU998059A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1958 |
|
SU115870A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1967 |
|
SU203809A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1973 |
|
SU450670A1 |
Подающие ролика
