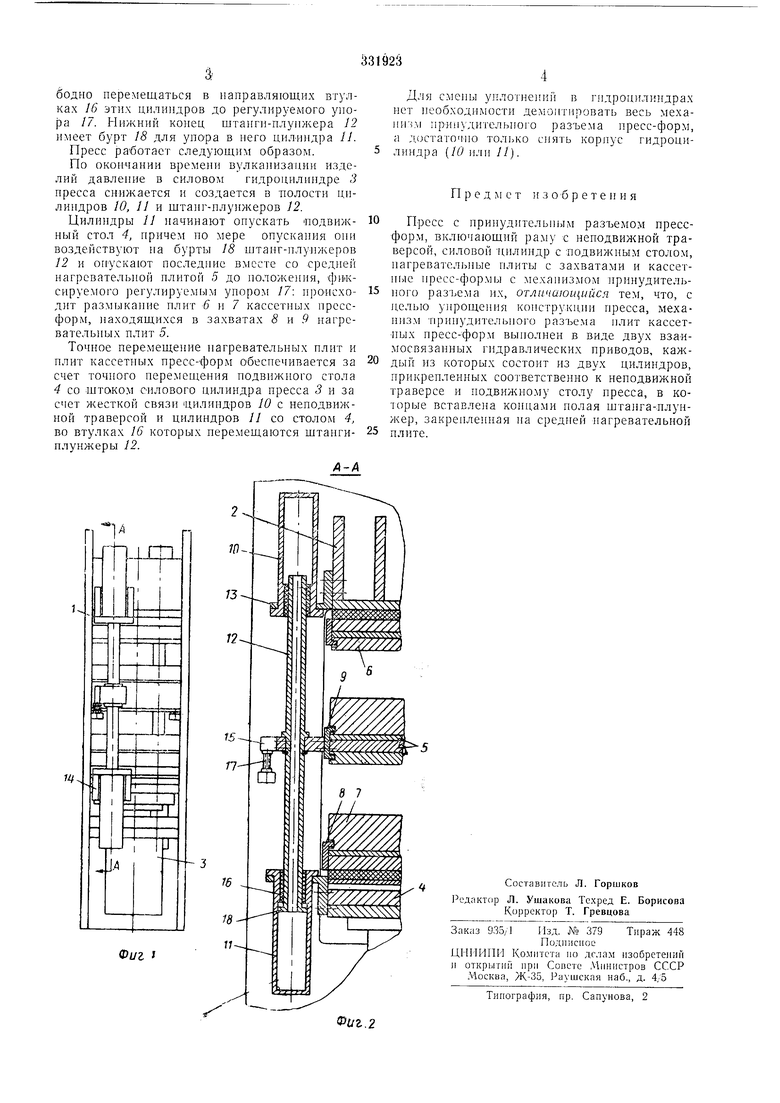
Известны прессы с принудительным разъемом пресс-форм, включающие раму с неподвижной траверсой, силовой цилиндр с иодВижным столом, нагревательные плиты с захватами и кассетные пресс-формы с механизмом принудительного разъема их, выполненным в виде четырех гидравлических цилиндров поршневого типа. Центрация нагревательных плит производится с ПОМОЩЬЮ специальных направляющ.их. Такой механизм принудительного раскрытия пресс-форм усложняет конструкцию пресса и делает его неудобным в обслуживании особенно при замене уплотнений. Предлагаемый пресс отл 1чается от известных теМ; ЧТО мехз.ннзм принудительного разъема плит кассетных пресс-форм выполнен в виде двух взаимосвязанных гидравличесгША приводов, каждьп из которых имеет один цилиндр, жестко закрепленный на неподвижной траверсе, и другой цилиндр, закрепленный на подвижном столе пресса. В цилиндры вставлена штанга-плунжер со сквозным внутренним отверстием, которая жестко соединена со средней нагревательной плитой пресса. Штангаплунжер свОбодно перемещается в направляющих втулках цилиндров. стподвижным с голом 11 плунжер-штанга со средней нагревательной плитой опускаются и размыкаютПресс-форму. Такой механизм разъема пресс-форм создает удобство в обслуживании и упрощает конструкцию пресса. Па -фиг. 1 изображен предлагаемый пресс, общий вид; на фиг. 2 - разрез по А-.4 на фиг. 1. Пресс с принудительным разъемом прессформ сосгоит из рамы 1, неподвижной траверсы 2- силового цилиндра о пресса с подвижным столом 4. нагревательных ПЛ11Т t п плит 6 и 7 кассетных пресс-форм. К iiarpeBaтельным плитам Ь пресса крепятся захваты С 9, Б ; оторых удерживаются при разъеме плиты о и / КпССсТНЫХ ПрсСС-фОр;и Механизм принудительного разъема плит представляет собой два одинзтговых по устройству привода, каЛцДЫй з которых состоит из цилиндров 10 } и и штангп-плунжера 12. Цплипдр 10 закреплен кронштейном 13 на не:подвпжной траверсе 2. Цилиндр П смонтирован на подвижном столе 4 npii noMonui кронштейна 14. Штанга-плунжер 12 в средней своей части связана жестко со средней нагревательной плитой 5 при noMon.ui кронштейна /5. Штангаплунжер 12 внутри сквозной канал для прохода рабочей жидкости, а своими концами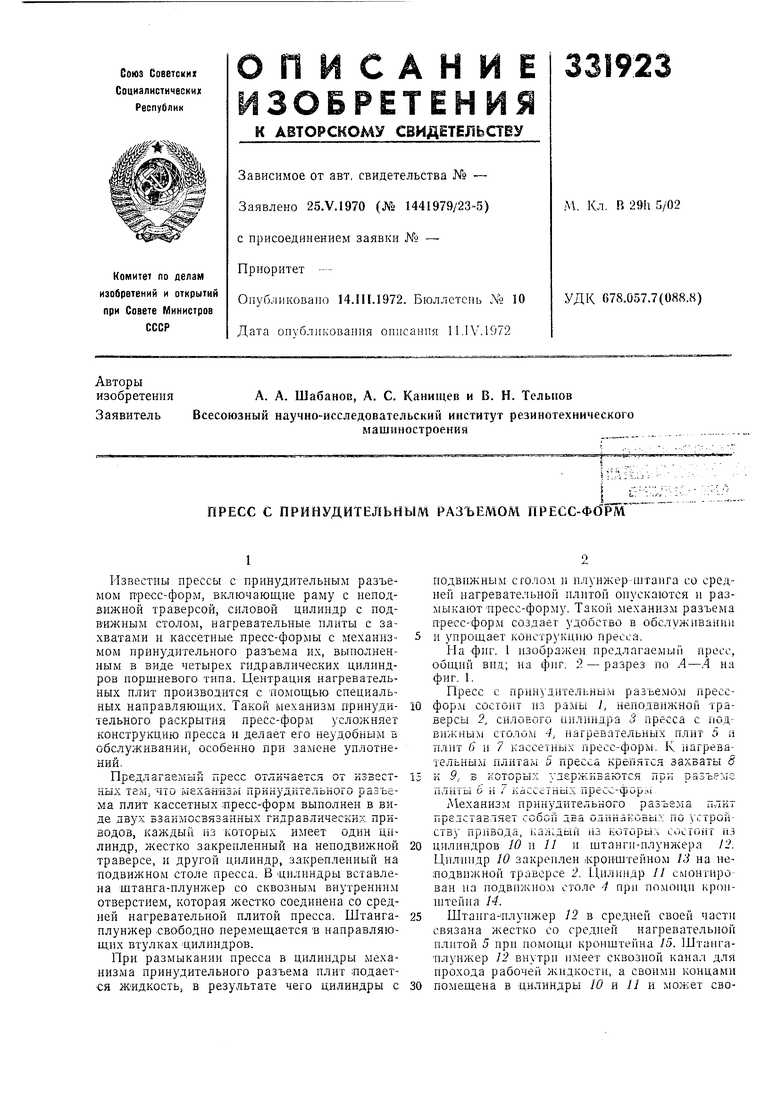
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1989 |
|
SU1616829A1 |
| ПРЕСС ДЛЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2033329C1 |
| ВУЛКАНИЗАЦИОННЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1966 |
|
SU184417A1 |
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 1997 |
|
RU2136499C1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| Горизонтальная прошивная система вертикального штамповочного пресса | 1981 |
|
SU1062020A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1970 |
|
SU422206A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С ГИДРОЦИЛИНДРАМИ ПОДЪЕМА И НАГРЕВАТЕЛЬНЫМИ ПЛИТАМИ | 2010 |
|
RU2440244C2 |
| Горизонтальная прошивная системаВЕРТиКАльНОгО шТАМпОВОчНОгО пРЕССА | 1977 |
|
SU842000A1 |
