Известно устройство для изготовления гофрированных труб прямоугольного сечения путем последовательного формования каждого гофра, содержащее неподвижно закрепленную оправку, служащую для установки обрабатываемой трубы, в поперечном иазу которой размещена составная рамка с рабочим профилем, соответствующим профилю гофра. В продольном пазу оправки расположен перемещаемый в осевом направлении шток с закрепленным на его конце клином; с наружной стороны каждой стенки трубы на кронщтейнах установлены блоки с закрепленными на них обоймами, на которых смонтированы калибрующие и формующие пуансоны. При этом обоймы выполнены подвижными, перемещаемыми в направлении, параллельном оси трубы, с помощью кулачков, срабатывающих в нужный момент от общего привода устройства.
Описываемое устройство позволяет изготавливать трубы с различным щагом и высотой гофра. Для этого оно снабжено гайкой, установленной на конце щтока и служащей для регулировки величины перемещения раздвигаемых частей рамки; винтом, расположенным параллельно оси трубы, соединяющим обоймы между собой и обеспечивающим возможность регулировки расстояния между ними; а также установленным в обойме формующего пуансона параллельно оси трубы и ограничивающим его осевое перемещение; кроме того, в блоке, перпендикулярно оси трубы, установлен винт для регулировки расстояния обойм от оси трубы.
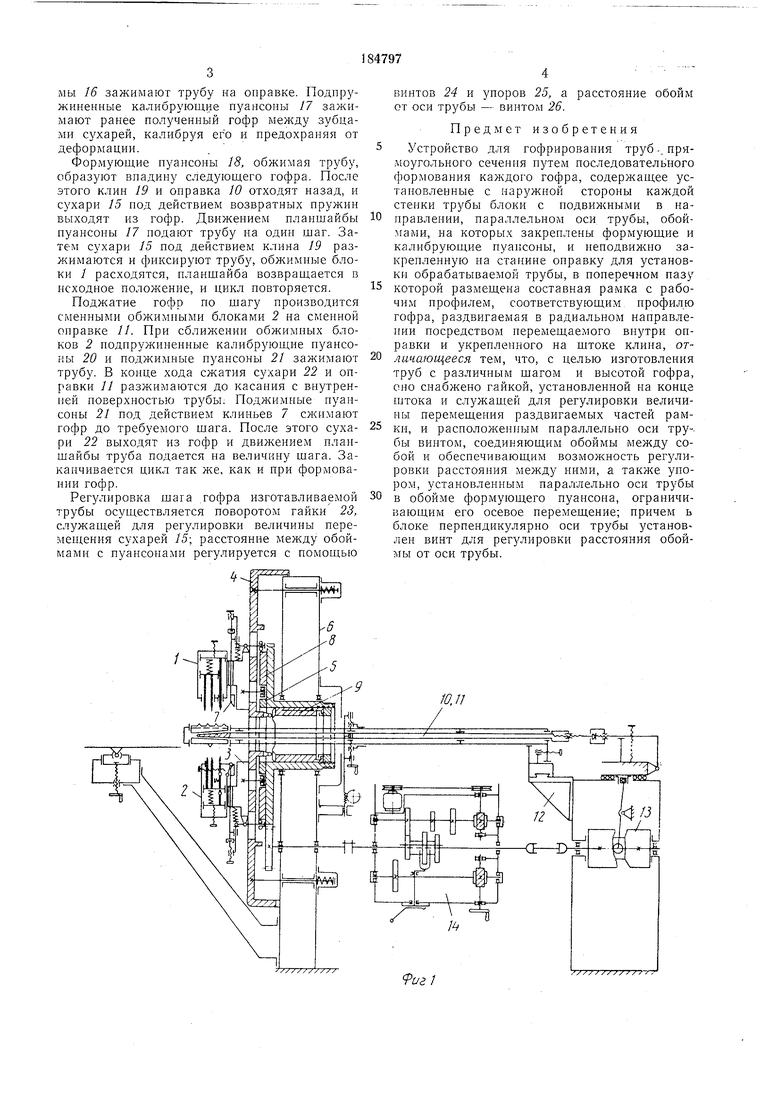
На фиг. 1 показана кинематическая схема описываемого устройства; на фиг. 2 - конструкция блока формования; на фиг. 3- конструкция блока для поджатия гофр.
Сменные обжимные блоки / или 2 установлены на четырех ползунах 3, расположенных на нланщайбе 4 и получающих движение от кулачка 5, расположенного в корпусе 6. Ползуны снабжены клиньями 7, кинематически
связанными с кулачком 8. Осевое перемещение планщайбе 4 сообщается торцовым кулачком 9.
Разжимная оиравка 10 или // закреплена на корпусе 12. Разжимной механизм оправки
получает движение от кулачка 13. Кулачки кинематически связаны между собой и приводятся в движение от электродвигателя через редуктор 14. Последовательное формование гофр производится сменными обжимньвщ блоками / на оправке 10. На оправку надета заготовка трубы прямоугольного сечения. Сухари 15 касаются внутренней поверхности трубы. При сближении обжимных блоков /, расположенмы 16 зажимают трубу на оправке. Подпружиненные калибрующие пуансоны 17 зажимают ранее полученный гофр между зубцами сухарей, калибруя его и предохраняя от деформации.
Формующие пуансоны 18, обжимая трубу, образуют впадину следующего гофра. После этого клин 19 и онравка 10 отходят назад, и сухари 15 под действием возвратных пружин выходят из гофр. Движением планшайбы пуансоны 17 подают трубу иа один щаг. Затем сухари 15 под действием клина 19 разжимаются и фиксируЕОт трубу, обжимные блоки / расходятся, планщайба возвращается в исходное полол :ение, и цикл повторяется.
Поджатие гофр по щагу производится сменными обжимными блоками 2 на сменной справке //. При сближении обжимных блоков 2 иодпружииенные калибрующие пуансоны 20 и поджимные пуансоны 21 зажимают трубу. В конце хода сжатия сухари 22 и оправки 11 разжимаются до касания с внутренней поверхностью трубы Поджимные нуансоны 21 под действием клиньев 7 сжимают гофр до требуемого щага. После этого сухари 22 выходят из гофр и движением планщайбы труба подается на величину щага. Заканчивается цикл так же, как и цри формовании гофр.
Регулировка щага .гофра изготавливаемой трубы осуществляется поворотом гайки 23, служащей для регулировки величины перемещения сухарей 15; расстояние между обоймами с пуансонами регулируется с помощью
винтов 24 и уноров 25, а расстояние обойм от оси трубы - винтом 26.
Предмет изобретения
Устройство для гофрирования труб.. прямоугольного сечения путем последовательного формования каждого гофра, содержащее установленные с наружной стороны каждой стенки трубы блоки с подвижными в направлении, параллельном оси трубы, обоймами, на которых закреплены формующие и калибрующие пуаисоны, и неподвижно закрепленную на станине оправку для установки обрабатываемой трубы, в поперечном пазу
которой размещена составная рамка с рабочим нрофилем, соответствующим нрофилю гофра, раздвигаемая в радиальном направлении посредством перемещаемого внутри онравки и укрепленного на щтоке клина, огличающееся тем, что, с целью изготовления труб с различным щагом и высотой гофра, оно снабжено гайкой, установленной на конце щтока и служащей для регулировки величины перемещения раздвигаемых частей рамки, и расположенным параллельно оси тру-бы виитом, соединяющим обоймы между собой и обеспечивающим возможность регулировки расстояния между ними, а также упором, установленным параллельно оси трубы
в обойме формующего пуансона, ограничивающим его осевое перемещение; причем ь блоке перпендикулярно оси трубы установлен винт для регулировки расстояния обоймы от оси трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНА ИЗ ТРУБНОЙЗАГОТОВКИ | 1966 |
|
SU188473A1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ТРУБЧАТЫХИЗДЕЛИЯХ | 1970 |
|
SU264325A1 |
| САМОУСТАНАВЛИВАЮЩАЯСЯ ОПРАВКА СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 1973 |
|
SU404524A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU325057A1 |
| УСТАНОВКА ДЛЯ ГИБКИ ТРУБ ДЛЯ ЗЛ^ЕЕВИКОВ | 1973 |
|
SU408690A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ БУМАЖНЫХ СТАКАНЧИКОВ И УКЛАДКИ ИХ В ТАРУ | 1968 |
|
SU221556A1 |
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
| АВТОМАТ ДЛЯ ОБВЯЗКИ ШТУЧНЫХ ИЗДЕЛИЙ С ОТВЕРСТИЕМ | 1973 |
|
SU397427A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ И СУШКИ ПЯТОЧНОЙ ЧАСТИ ЗАГОТОВКИ ОБУВИ | 1967 |
|
SU201933A1 |
| ТРУБОВОЛОЧИЛЬНЫЙ СТАН | 1967 |
|
SU201308A1 |

