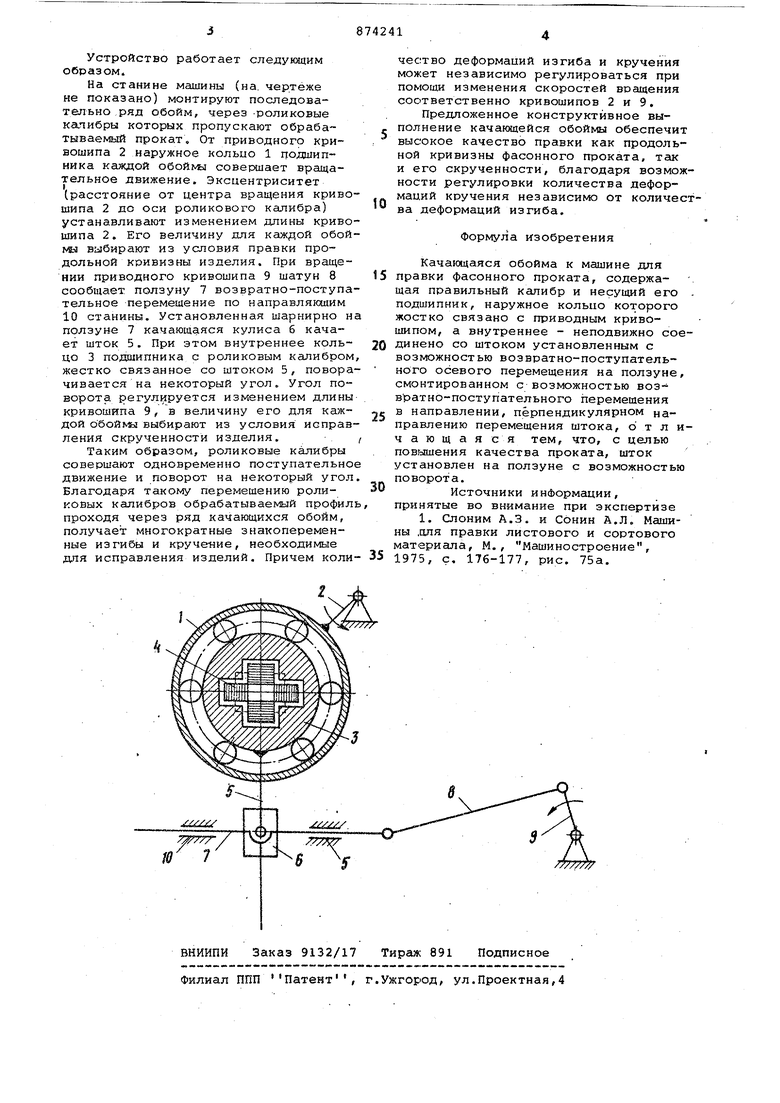
Устройство работает следующим образом. На станине машины (на. чертеже не показано) монтируют последовательно ряд обойм, через -роликовые калибры которых пропускают обрабаTHBaeivftift прокат. От приводного кривошипа 2 наружное кольцо 1 подшипника каждой обоймы совершает вращательное движение. Эксцентриситет (расстояние от центра вращения криво шипа 2 до оси роликового калибра) устанавливают изменением длины криво шипа 2. Его величину для каждой обой выбирают из условия правки продольной кривизны изделия. При вращении приводного кривошипа 9 шатун 8 сообщает ползуну 7 возвратно-поступа тельное перемещение по направлякшим 10 станины. Установленная шзрнирно н ползуне 7 качающаяся кулиса 6 качает шток 5. При этом внутреннее кольцо 3 подшипника с роликовым калибром жестко связанное со штоком 5, повора чивается на некоторый угол. Угол поворота регулируется изменением длины кривошипа 9, в величину его для кшкдой обойьжл выбирают из условия исправ ления скрученности изделия. -, Таким образом, роликовые калибры совершают одновременно поступательно движение и поворот на некоторый угол Благодаря такому перемещению роликовых калибров oбpaбaтывae s Iй профил проходя через ряд качающихся обойм, получает многократные знакопеременные изгибы и кручение, необходимые для исправления изделий. Причем коли чество деформаций изгиба и кручения может независимо регулироваться при помощи изменения скоростей вращения соответственно кривошипов 2 и 9, Предложенное конструктивное выполнение качающейся обоймы обеспечит высокое качество правки как продольной кривизны фасонного проката, так и его скрученности, благодаря возможности регулировки количества деформаций кручения независимо от количества деформаций изгиба. Формула изобретения Качающаяся обойма к машине для правки фасонного проката, содержащая правильный калибр и несущий его подшипник, наружное кольцо которого жостко связано с приводным кривошипом, а внутреннее - неподвижно соединено со штоком установленным с возможностью возвратно-поступательного осевого перемещения на ползуне, смонтированном с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном направлению перемещения штока, о т л ичающаяся тем, что, с целью повьаиения качества проката, шток установлен на ползуне с возможностью поворота. Источники информации, принятые во внимание при экспертизе 1. Слоним А.З. и Сонин А.Л. Машины .ОЛЯ правки листового и сортового материала, М., Машиностроение, 1975, с, 176-177, рис. 75а.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки проката | 1988 |
|
SU1606220A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| Машина для правки профильного проката | 1988 |
|
SU1532118A1 |
| Многороликовая сортоправильная машина | 1973 |
|
SU479516A1 |
| Профилегибочный стан | 1979 |
|
SU804075A1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2008 |
|
RU2365445C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ РЕБРОВОЙ КРИВИЗНЫ ПОЛОСОВОГО ПРОКАТА | 1981 |
|
SU1037466A1 |
| МНОГОРОЛИКОВАЯ СОРТОПРАВИЛЬНАЯ МАШИНА | 1972 |
|
SU342711A1 |
| аиьСОЮаНАЯЕ1!1Ш4ЕХП;ГГ'Н;^ БИБЛИО'^^:КА I | 1973 |
|
SU373056A1 |
| Машина для правки труб и прутков | 1976 |
|
SU677787A1 |
