ел ел
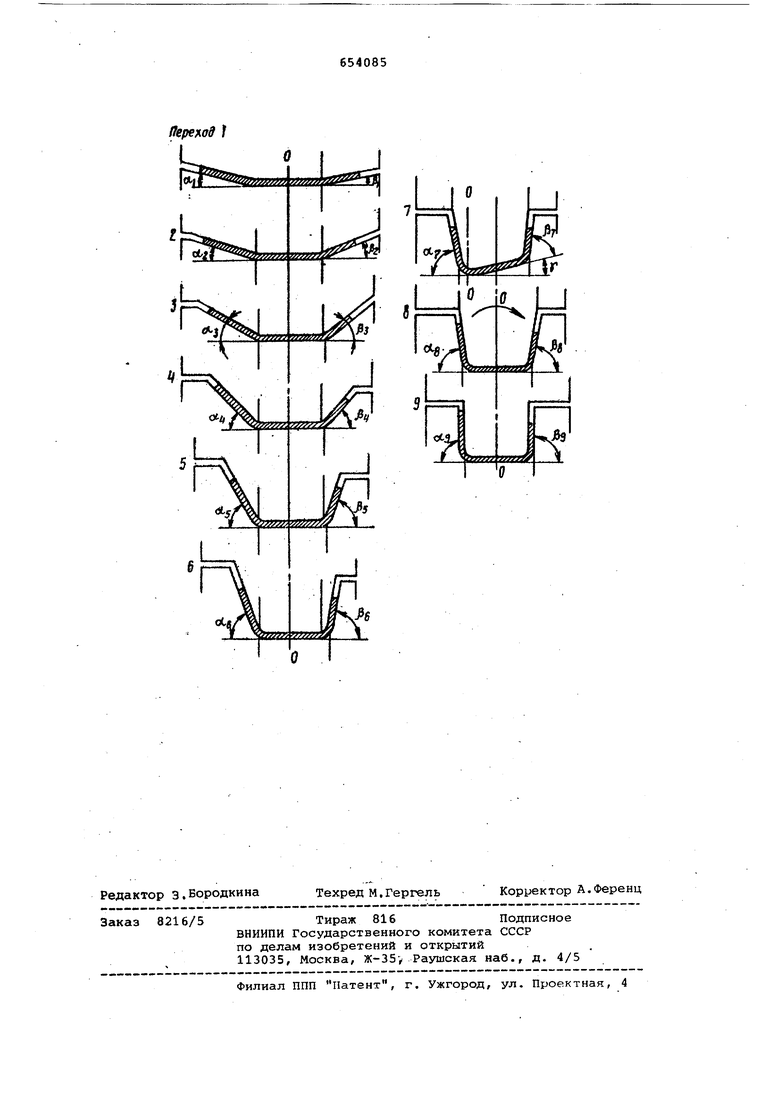
4 О 00 СП Изобретение отнооится к обработке металлов давлением, а именно кспособу производства несимметричных гнутых профилей, на профилегибочных станах. При изготовлении несимметричных гнутых профилей основные затруднения состоят в предотвращении и устранении продольного скручивания готовых профилей и в получении необ ходимой точности геометрических раз меров поперечного сечения. Известен способ производства несимметричных гнутых профилей, преду матривающий их изготовление на профилегибрчном стане со скручиванием и последующее их раскручивание с целью придания прямолинейной формы специальными устройствами, установленными после профилегибочного стана Эта технология неприемлема для и готовления несимметричных гнутыхпрофилей крупных размеров на соврем ных пр о илегибочНых; станках металлургических заводов, так как способ не обеспечивал правки скручивания н концах профилей. ( Наиболее близким к предложенному способу является способ изготовления несимметричных гнутых профилей, например ивеллеров, путем подгибки полок профиля на разные углы из уело ВИЯ равенства горизонтальных смещений с поворотом стенки на последних переходах вокруг оси профилирования в сторону большей полки 2 . Недостатком такого- способа является то, что в предчистовых и чистовых калибрах место изгиба между стенкой и большей полкой формуется с фиксацией сжатой зоны моста изгиба верхним валком, а между стенкой и меньшей полкой - свободной гибкой без фиксации внутренней сжатой) зоны верхним валком. При свободной подгибке одного мес та изгиба профиля (изгиб со сжатием) и гибке с фиксацией внутренней зоны другого места изгиба (изгиб с расTHxeHHeM) процесс профилирования ста новится неустойчивым, требуется точная настройка валкоэ, так как изменение толщины формуемого металла или характеристики механических свойств (в пределах ГОСТ) вызывают изменение процесса формообразования мест изгиба и требуют частой перестройки и регулировки стана для получения стабильных размеров поперечного сеч ния профиля. Кроме того, в результате регулиро вок стана место закругления, формуемое свободной гибкой, либо отформовывается нечетко, либо переформовывается, а это, в свою очередь, вызывает изменение размеров стенки и полки профиля. Целью изобретения является обеспечение качественной формовки профилей за счет повьвиения точности их геометрических размеров. С этой целью в чистовых переходах осуществляют поворот профиля вокруг оси профилирования в сторону меньшей полки до достижения стенкой ее исходного горизонтального положения. На чертеже изображена- схема формовки несимметричного профиля по переходам . По предложенному способу последовательно по переходам подгибают сопряженные со стенкой элементы на углы (oi .. . сХд - для большей полки, 1 ..., р - для меньшей полки , обеспечивающие в каждом переходе равные горизонтальные перемещения в плоскости поперечного сечения профиля, поворот стенки (переход ) вокруг оси профилирования в сторону большего элемента на угол , последующий поворот в чистовых переходах (переход 8} в области упругих деформаций вокруг оси профилирования в сторону меньшего элемента для возвращения стенки в исходное положение. Последующая отформовка профиля (переход 9) рс дествляется с фик- . сацией всего.верхнего и нижнего кон-, тура сечения валкамиJ 1 Поворот профиля в зоне упругих деформаций до исходного (горизонтального) положения стенки позволяет в чистовых калибрах четко зафиксировать Положение профиля в валках и осуществлять формовку всех мест изгиба с фиксацией сжатой зоны валкал, что обеспечивает высокую точность изготовления профилей. Например, при изготовлении несимметричного швеллера 100 х 80 х 50 х X 5 мм из стали Ст.З на профилегибочном агрегате 2-8x100-600 последовательность формоизменения профиля по предлагаемому способу в валках будет следующая. В переходах 1-6 подгибаются полки профиля: большая на углы ct 1 .... 4l.(j, меньшая - на углы .,,, f. Соотношение между углами додгибки обеспечивает равенство горизонтальных перемещений полок в плоскости поперечного сеченил профиля. В переходе 7 углы подгибки большей полки di , меньшей полки j; для обеспечения равенства горизонтальных смещений относительно оси формовки стенка поворачивается на угол у в переходе 8 сечение профиля поворачивается в области упругих деформаций вокруг оси профилирования в сторону меньшего элемента до исходного (горизонтального) положения стенки. В переходе 9большая и меньшая полки подгибаются до угла 90.,
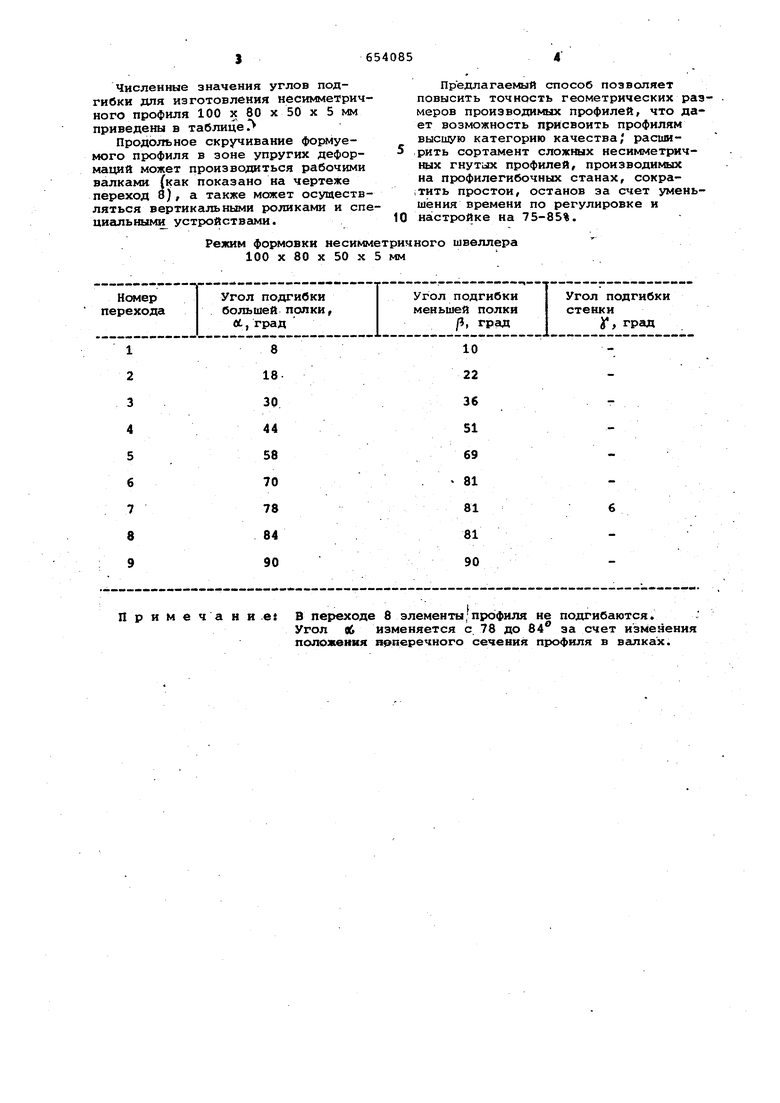
Численные значения углов подгибки для изготовления несимметричного профиля 100 X 80 X 50 X 5 мм приведены в таблице Г
Продольное скручивание формуемого профиля в зоне упругих деформаций может производиться рабочими валками (как показано на чертеже переход 8), а также может осуществляться вертикальными роликами и специальными устройствами.
Режим формовки несимметричного швеллера 100 X 80 X 50 X 5 мм
Предлагаемый способ позволяет повысить точность геометрических размеров производимых профилей, что дает возможность присвоить профилям высшую категорию качества, расширить сортамент сложных несимметричных гнут1 х профилей, производимых на профилегнбочных станах, сокра;тить простои, останов за счет уменьшения времени по регулировке и настройке на 75-85%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| СПОСОБ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2108180C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| Способ производства несимметричных гнутых профилей | 1980 |
|
SU917399A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ГНУТЫХ ШВЕЛЛЕРНЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040993C1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU994080A1 |
| Способ изготовления неравнополочных гнутых профилей проката | 1983 |
|
SU1136866A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИМ- •МЕТРИЧНЫХ ГНУТЫХ ПРОФИЛЕЙ, имеющихполки и стенку, например швеллеров, заключающийся в последовательной по переходам подгибке полок относительно оси профилирования на углы,.обеспечивающие в каждом переходе равные горизонтальные перемещения полок Е плоскости поперечного сечения профиля с поворотом стенки в пред- чистовых переходах вокруг оси про- филироззания в сторону большей полки, отличающийся тем, что, с целью обеспечения качественной формовки профилей за счет повышения точности их геометрических размеров, в чистовых переходах осуществляют поворот профиля вокруг 'ОСИ профилиро-!вания в сторону меньшей полки до . g!достижения стенкой ее исходного го-1ризонтального положения.т
Примечани.е{ В переходе 8 элементы;прЬфиля не подгибаются. . Угол об изменяется с 78 до 84 за счет изменения положения нрперечного сечения профиля в Всшках.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| И^С.Тришевский' и др | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гос.изд | |||
| техн | |||
| лит | |||
| киев | |||
| Водоотводчик | 1925 |
|
SU1962A1 |
| Ведущий наконечник для обсадной трубы, употребляемой при изготовлении бетонных свай в грунте | 1916 |
|
SU258A1 |
| Сборник УкрНИИМЕТ' Теория и технология производства экономичных гнутых профилей проката | |||
| Харьков, 1970, вып | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
