Изобретение относится к области обработки металлов давлением, а точнее к способам и устройствам холодной правки профильных труб методом гибки и кручения, и наиболее эффективно может быть использовано при исправлении дефектов искривления оси и скручивания граней труб, например квадратного профиля.
Известен способ правки трубы и оправка для его осуществления (см. а.с. СССР №452391, М.кл. B21D 3/02, заявл. 14.04.71 г., опубл. 05.12.74 г.).
Этот способ выполняется путем обкатки роликами тонкостенной цилиндрической трубы, установленной на сплошной цилиндрической оправке с одновременным сплющиванием трубы.
Недостатком данного способа является невозможность использования его для правки тонкостенных профильных труб, например квадратного или шестигранного профиля, имеющих искривление оси и скручиваемость граней, из-за невозможности обкатки трубы вращающимися роликами.
Недостатком данной оправки является невозможность использования ее для правки профильных труб, так как цилиндрическая, сплошная оправка не заполняет полностью отверстие профильной трубы, что приведет к нарушению профиля трубы при правке.
Из известных способов для правки профильных труб наиболее близким по технической сущности является способ правки, описанный в а.с. №352696, М.кл. B21D 3/12, заявл. 16.10.69 г., опубл. 29.09.72 г.
Этот способ правки профильных труб включает зажим трубы профилированными губками и раскручивание ее в направлении, противоположном дефектам кручения. При раскручивании трубе сообщают упругую деформацию, превышающую исходный угол закрутки.
Из известных оправок для правки труб наиболее близкой по технической сущности является оправка, описанная в патенте RU №2049576, кл. B21D 9/03, заявл. 12.10.92 г., опубл. 10.12.95 г., которая содержит сердечник с размещенными на нем направляющими элементами и концевыми упорами со средствами их фиксации. Между направляющими элементами установлены диски с пластинами в виде гребенок.
Недостаток известного способа правки заключается в невозможности исправления тонкостенных профильных труб квадратного и шестигранного сечения из-за изменения профиля трубы в поперечном сечении под воздействием упругопластических моментов кручения и изгиба.
Недостатком известной оправки является невозможность использования ее для правки профильных труб по следующим причинам:
1) количество пластин в виде гребенок должно быть больше двух - равно количеству граней профильной трубы, в частности четыре гребенки для квадратной трубы, шесть - для шестигранной трубы,
2) в скрученную и изогнутую профильную трубу можно вставить оправку только с большим зазором, на величину которого при правке изменятся размеры профиля трубы.
Задача настоящего изобретения состоит в создании способа правки профильных труб с гранями, имеющих дефекты кручения и изгиба, и оправки для его осуществления, позволяющих обеспечить правку тонкостенных профильных труб, например квадратного, шестигранного сечений, без нарушения размеров профиля трубы в поперечном сечении путем исключения потери устойчивости стенки трубы при правке.
Поставленная задача достигается способом правки профильных труб с гранями, имеющих дефекты кручения и изгиба, включающим зажим трубы профилированными губками, ее раскручивание и изгиб в направлениях, противоположных дефектам кручения и изгиба, при этом перед раскручиванием и изгибом в профильную трубу вводят разжимную профильную оправку, которую расклинивают до заполнения полости профильной трубы с натягом.
Оправка для правки профильных труб с гранями, имеющих дефекты кручения и изгиба, характеризующаяся тем, что она содержит сердечник с размещенными на нем направляющими элементами и концевыми упорами со средствами их фиксации, причем упомянутые направляющие элементы и концевые упоры выполнены с возможностью расклинивания и заполнения полости профильной трубы с натягом, направляющие элементы зеркально размещены на сердечнике, каждый из них выполнен в виде ступицы, соединенной с ней конусной стенкой наружной полки, повторяющей внутренний профиль трубы и разделенной пазами на части в соответствии с количеством граней профильной трубы, ступица смещена относительно торцов наружных полок на 1-3 мм в сторону вершины конусной стенки, а каждый концевой упор выполнен в виде упирающейся в ступицу направляющего элемента втулки с буртом, расположенной на ней с возможностью перемещения и фиксации усеченной пирамиды и контактирующих с гранями указанной пирамиды клиньев со стягивающими их браслетными пружинами.
Такое конструктивное выполнение способа правки профильных труб с гранями, имеющих дефекты кручения и изгиба, и оправки для осуществления этого способа позволит обеспечить правку тонкостенных профильных труб (квадратных, шестигранных и других сечений) без нарушения профиля трубы в поперечном сечении.
Это достигается способом правки профильных труб с гранями, имеющих дефекты кручения и изгиба, позволяющим увеличить устойчивость стенок тонкостенных профильных труб в поперечном сечении за счет плотного заполнения трубы упругой отправкой перед правкой, что дает возможность осуществлять ее раскручивание и изгиб в направлениях, противоположных дефектам кручения и изгиба на величину, обеспечивающую исключение этих дефектов и получение труб требуемого качества. Величина изгиба и кручения определяется опытным путем для каждого типоразмера профильных труб.
Применение оправки для правки профильных труб с гранями, имеющих дефекты кручения и изгиба, обеспечит устойчивость тонких стенок профильной трубы и исключит нарушение формы и размеров поперечного сечения труб при правке.
Направляющие элементы, собранные зеркально на сердечнике, при сжатии их с торцов втулками с буртами заполняют упруго внутреннюю полость по всей длине трубы за счет перемещения их полок коническими стенками в поперечном сечении.
Концевые упоры, расположенные на сердечнике по концам внутренней полости профильной трубы, жестко заполняют концевые части этой трубы за счет перемещения усеченной пирамиды относительно клиньев, стянутых браслетными пружинами, и позволяют использовать эти концевые участки для жесткого зажима профильной трубы в механизмах правки и приложения моментов кручения и изгиба. Осевое смещение клиньев ограничивается упором их в полки направляющих элементов.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображена оправка для правки профильных труб с гранями, имеющих дефекты кручения и изгиба, продольный разрез;
на фиг.2 - то же, вид А на фиг.1;
на фиг.3 - то же, разрез Б-Б на фиг.1;
на фиг.4 - то же, разрез В-В на фиг.1;
на фиг.5 - направляющий элемент, вид спереди;
на фиг.6 - то же, виг Г на фиг.5;
на фиг.7 - то же, вид Д на фиг.6;
на фиг.8 - то же, разрез Е-Е на фиг.5;
на фиг.9 - то же, разрез Ж-Ж на фиг.5.
Способ правки профильных труб с гранями, имеющих дефекты кручения и изгиба, осуществляется следующим образом. Перед правкой в профильную трубу, например квадратную, имеющую искривление оси и скручивание граней выше допустимых пределов, вставляют разжимную профильную оправку. Оправку расклинивают до заполнения полости трубы с натягом. Трубу зажимают профильными губками. Правку трубы осуществляют раскручиванием и изгибом ее в направлениях, противоположных ее дефектам при удержании ее по местам установки концевых упоров.
Оправка для правки профильных труб с гранями, имеющих дефекты кручения и изгиба, содержит сердечник 1 с размещенными на нем направляющими элементами и концевыми упорами, имеющими средства фиксации. Каждый направляющий элемент выполнен в виде ступицы 2, соединенной конусной стенкой 3 с наружной полкой 4, повторяющей внутренний профиль трубы. Наружная полка 4 разделена пазами 5 на части в соответствии с количеством граней профильной трубы. Ступица 2 смещена относительно торцов наружных полок 4 на 1-3 мм в сторону вершины конусной стенки 3, выполняющей роль тарельчатой пружины.
Смещение ступицы относительно торцов наружных полок предназначено для выборки зазоров между полками направляющих элементов и трубой.
При смещении менее 1 мм этот зазор недостаточен для установки оправки в трубу и ее затяжки с натягом.
При смещении ступицы относительно торцов наружных полок более 3 мм направляющий элемент при затяжке теряет свойства тарельчатой пружины и разрушается.
Направляющие элементы установлены зеркально друг к другу и с зазором в трубу.
Каждый концевой упор выполнен в виде упирающейся в ступицу направляющего элемента втулки 6 с буртом, на которой установлена с возможностью перемещения и фиксации усеченная пирамида 7, с гранями которой контактируют клинья 8. Клинья 8 снабжены стягивающими их браслетными пружинами 9. Средства фиксации направляющих элементов и концевых упоров выполнены в виде дистанционной втулки 10 и гаек 11, 12.
Пример:
Собранная оправка с незатянутыми гайками 11, 12 свободно вставляется в квадратную трубу 13, имеющую искривления оси и скручивание граней выше допустимых пределов, затем последовательно затягиваются гайки 12, 11. При затяжке гаек 12 выбираются зазоры «а» между направляющими элементами и трубой 13, а при затяжке гаек 11 пирамиды 7 клиньями 8 расклинивают концевые упоры в трубе 13. Таким образом, квадратная труба 13 с определенным натягом заполняется направляющими элементами и концевыми упорами.
Правка трубы 13 с установленной в ней оправкой выполняется на гибочно-крутильной машине (не показана). Трубу закрепляют по местам расположения концевых упоров в суппортах этой машины и производят раскручивание в направлениях, противоположных дефектам изгиба и кручения, на величину, определяемую опытно-статистическим путем.
Предложенный способ правки профильных труб с гранями, имеющих дефекты кручения и изгиба, и оправка для его осуществления позволяют осуществлять правку искривленных и скрученных труб с сохранением формы и размеров профиля поперечного сечения трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения тавровых профилей | 1982 |
|
SU1072930A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1997 |
|
RU2111803C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ НА ПРОФИЛЬНОЙ ОПРАВКЕ С ВИНТОВЫМИ НАРЕЗАМИ ВОЛОЧЕНИЕМ | 2000 |
|
RU2183145C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПРОФИЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2090274C1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| СБОРНО-РАЗБОРНАЯ ДВУТАВРОВАЯ БАЛКА М.Е.ДОКТОРОВА С ПОЛЫМИ ПОЛКАМИ И ДВОЙНОЙ СТЕНКОЙ | 1989 |
|
RU2043467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 2005 |
|
RU2301118C2 |
Изобретение относится к области обработки металлов давлением и наиболее эффективно может быть использовано при исправлении дефектов искривления оси и скручивания граней труб. Способ включает зажим профильной трубы профилированными губками, ее раскручивание и изгиб в направлениях, противоположных дефектам кручения и изгиба. При этом перед раскручиванием и изгибом в профильную трубу вводят разжимную профильную оправку, которую расклинивают до заполнения полости профильной трубы с натягом. Оправка содержит сердечник с размещенными на нем направляющими элементами и концевыми упорами со средствами их фиксации, причем упомянутые направляющие элементы и концевые упоры выполнены с возможностью расклинивания и заполнения полости профильной трубы с натягом. Направляющие элементы зеркально размещены на сердечнике. Каждый из них выполнен в виде ступицы, соединенной с ней конусной стенкой наружной полки, повторяющей внутренний профиль трубы и разделенной пазами на части в соответствии с количеством граней профильной трубы. Ступица смещена относительно торцов наружных полок в сторону вершины конусной стенки. А каждый концевой упор выполнен в виде упирающейся в ступицу направляющего элемента втулки с буртом, расположенной на ней с возможностью перемещения и фиксации усеченной пирамиды и контактирующих с гранями указанной пирамиды клиньев со стягивающими их браслетными пружинами. Повышается качество правки. 2 н.п. ф-лы, 9 ил.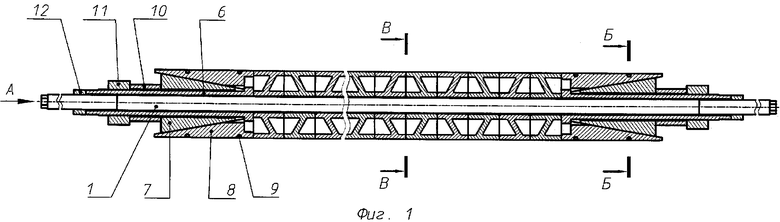
1. Способ правки профильных труб с гранями, имеющих дефекты кручения и изгиба, включающий зажим профильной трубы профилированными губками, ее раскручивание и изгиб в направлениях, противоположных дефектам кручения и изгиба, при этом перед раскручиванием и изгибом в профильную трубу вводят разжимную профильную оправку, которую расклинивают до заполнения полости профильной трубы с натягом.
2. Оправка для правки профильных труб с гранями, имеющих дефекты кручения и изгиба, характеризующаяся тем, что она содержит сердечник с размещенными на нем направляющими элементами и концевыми упорами со средствами их фиксации, причем упомянутые направляющие элементы и концевые упоры выполнены с возможностью расклинивания и заполнения полости профильной трубы с натягом, направляющие элементы зеркально размещены на сердечнике, каждый из них выполнен в виде ступицы, соединенной с ней конусной стенкой наружной полки, повторяющей внутренний профиль трубы и разделенной пазами на части в соответствии с количеством граней профильной трубы, ступица смещена относительно торцов наружных полок на 1-3 мм в сторону вершины конусной стенки, а каждый концевой упор выполнен в виде упирающейся в ступицу направляющего элемента втулки с буртом, расположенной на ней с возможностью перемещения и фиксации усеченной пирамиды и контактирующих с гранями указанной пирамиды клиньев со стягивающими их браслетными пружинами.
| ПРАВИЛЬНО-РАСКРУТОЧНАЯ МАШИНА | 0 |
|
SU352696A1 |
| Устройство для правки полых тонкостенных изделий | 1989 |
|
SU1722651A1 |
| Оправка для правки труб | 1959 |
|
SU127564A1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 1997 |
|
RU2114714C1 |
| US 4176539 A, 04.12.1979. | |||

