Известные линии штучного производства труб из одного диаметра посредством его редуцирования на мелкие размеры имеют большие концевые отходы из-за неравномерности толш,ины стенки по длине трубы.
Предлагаемая линия отличается тем, что трубоэлектросварочный и редукционный станы установлены в одну линию, а между ними расположено следяш,ее устройство с тахометрической либо другой системой регулирования, синхронизирующей скорости враш,ения рабочих валков обоих станов.
Такое выполнение позволяет повысить производительность и обеспечить производство бесконечной трубы.
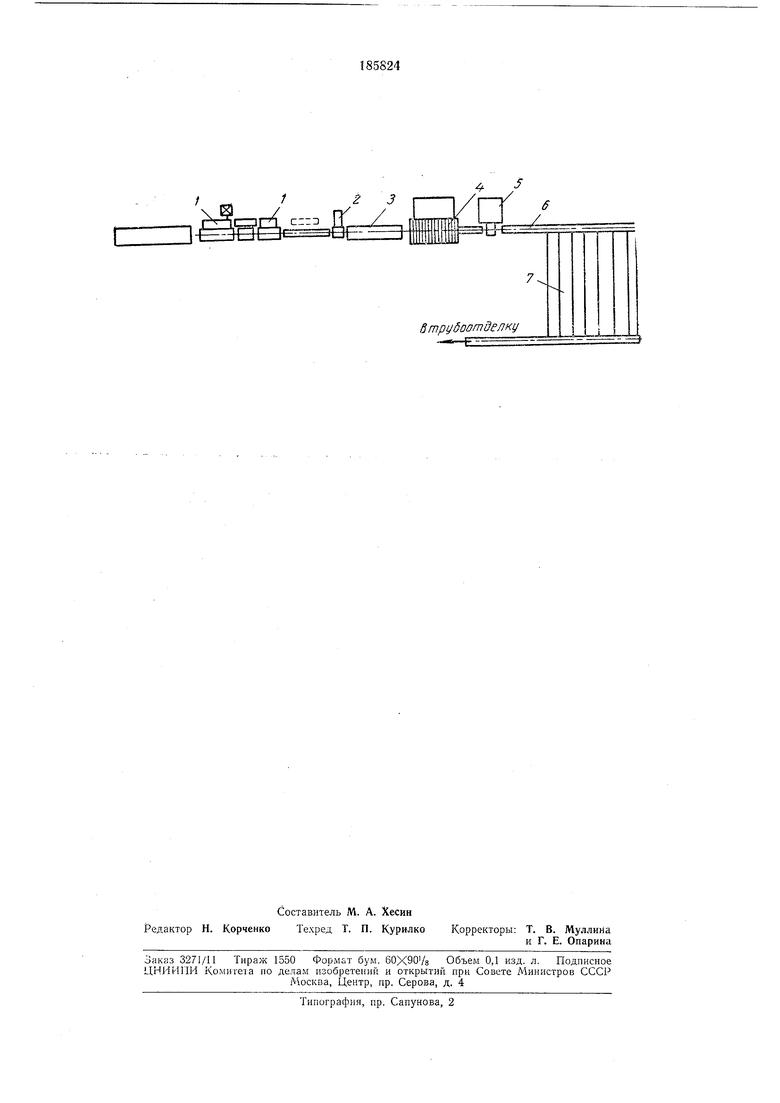
На чертеже изображена принципиальная схема описываемой автоматической линии.
Трубоэлектросварочный стан /, следяш,ее устройство 2 синхронизации скоростей, нагревательное устройство 3 и многоклетьевой редукционный стан 4 размеш,аются в одну линию. За редукционным станом располагается дисковая пила 5 горячей резки, отводяш.ий рольганг 6 и холодильник 7.
Синхронизация скоростей электросварочного и редукционного станов, необходимая для
обеспечения стабильности процесса Сварки и редуцирования, осушествляется установкой следящего устройства 2 с тахометрической либо другой системой регулирования. При непрерывном редуцировании труб отсутствуют регулярные перегрузки редукционного стана при захвате трубы, что повышает надежность работы линии в целом. Расположение оборудования в одну линию упрощает автоматизацию всего технологического процесса, снижает отходы производства, а также позволяет сократить площадь цеха.
Предмет изобретения
Автоматическая линия для производства электросварных труб, включающая трубоэлектросварочный и редукционный станы, отличающаяся тем, что, с целью повышения производительности и обеспечения производства бесконечной трубы, указанные станы установлены в одну линию, а между ними распололсено следящее устройство с тахометрической либо другой системой регулирования, синхронизирующей скорости вращения рабочих валков обоих станов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА И МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 1972 |
|
SU428923A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ ТРУБ | 1993 |
|
RU2041750C1 |
| Способ производства сварных прямо-шОВНыХ ТРуб | 1979 |
|
SU829246A1 |
| Способ производства толстостенных сварных труб | 1974 |
|
SU504577A1 |
| Способ производства сварных труб | 1975 |
|
SU551072A1 |
| Способ непрерывного производства электросварных труб с высокотемпературным антикоррозионным покрытием внутренней поверхности | 1979 |
|
SU1049137A1 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ ТРУБ | 1968 |
|
SU207194A1 |
| Способ автоматического управления трубоэлектросварочным станом | 1977 |
|
SU671895A1 |
| Трубоэлектросварочный стан | 1986 |
|
SU1373460A1 |
| Способ настройки калибровочно-редукционного стана и маркированный шаблон для его осуществления | 1985 |
|
SU1348023A1 |