Известно что при использовании оправки на ненрерывном волочильном стане сначала осу дествляют процесс проталкивания конца трубы с оправкой в волоку проталкивающим механизмом, а затем волочепие тянущим механизмом.
При этом невозможно получить большие вытяжки, так как необходимое для этого увеличение проталкивающего усилия приводит к образованию на трубе гофров.
Предложенная оправка позволяет осуществлять одновременно проталкивание и волочеиие и обеспечивает получение максимальных вытяжек при волочении.
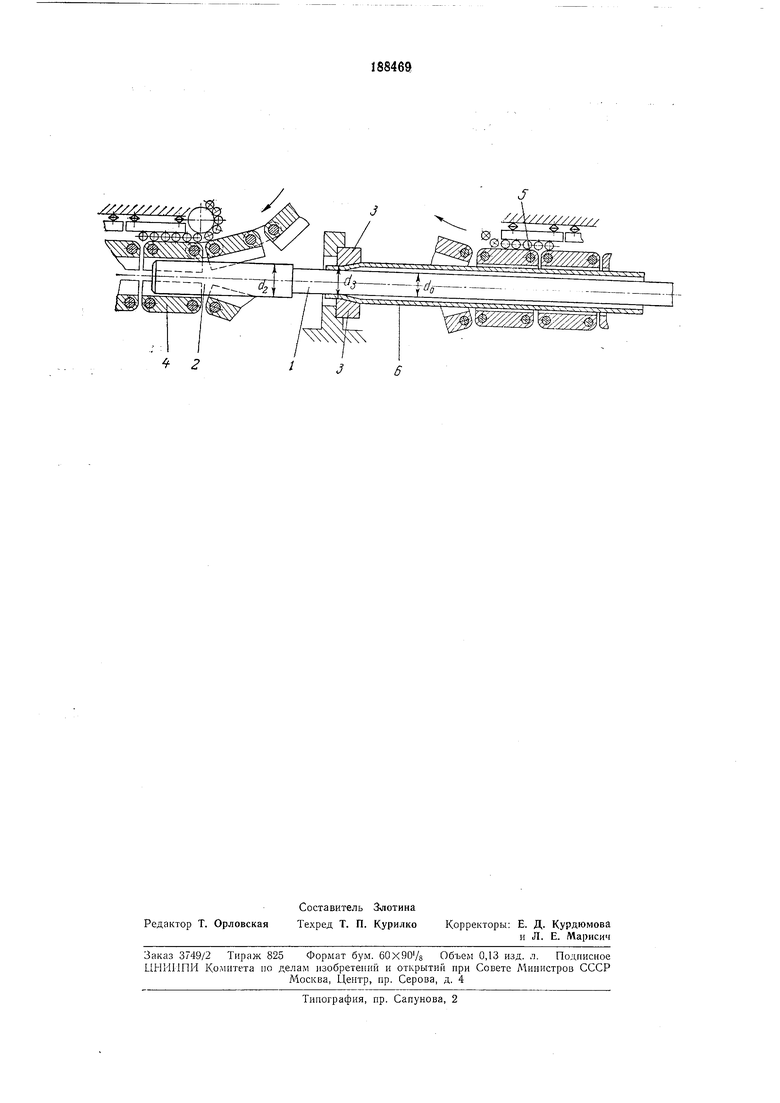
Па чертел ;е схематически изображена предложеппая оправка.
Оправка / снабжена захватной головкой 2, диаметр которой do несколько больще диаметра оправки do, но меньще диаметра волоки daДлина головки определяется расстоянием между волокой 5 и зажимными губками второго тянущего механизма 4. Головка может быть разъемной или неразъемной.
Способ волочения на оправке с головкой состоит в следующем. Оправка предварительно вводится в трубу таким образом, чтобы торец трубы уперся в бурт головки. Затем первым механизмом 5 непрерывного волочильного стана (или каким-либо другим проталкивающим механизмом) труба 6 с оправкой подается в волоку.
Головка оправки, диаметр которой несколько меньще диаметра волоки, свободно проходит через волоку и захватывается тянущими цепями второго механизма, после чего оправка движется со скоростью цепей второго механизма. Из-за разности скоростей движения оправки и трубной заготовки оправка выдвинется из трубы на некоторое расстояние.
Предмет изобретения
Оправка для волочения труб на непрерывпом волочильном стане, отличающаяся тем, что, с целью достижения максимальной вытяжки за счет осуществления одновременного проталкивания труб с оправкой и волочения, она снабл ена захватной головкой, диаметр которой больще диаметра оправки, но меньще диаметра волоки в свету.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ (ПОДВИЖНОЙ) ОПРАВКЕ НА НЕПРЕРЫВНОМ ВОЛОЧИЛЬНОМ СТАНЕ | 1967 |
|
SU196699A1 |
| Непрерывный стан для волочения труб на длинной оправке | 1977 |
|
SU1003952A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ПОДВИЖНОЙ ОПРАВКЕ | 2007 |
|
RU2336964C1 |
| Устройство для проталкивания заготовки в волоку | 1988 |
|
SU1585048A1 |
| Способ изготовления тонкостенных холоднодеформированных труб шестигранного сечения | 2023 |
|
RU2812288C1 |
| ПРИВОД ВОЛОЧИЛЬНОГО СТАНА | 2007 |
|
RU2337772C1 |
| ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1972 |
|
SU435876A1 |
| Устройство для волочения | 1983 |
|
SU1068197A1 |
| СТАН ДЛЯ ПОЛУЧЕНИЯ ОВАЛЬНЫХ ПРОФИЛЬНЫХ ТРУБ | 2007 |
|
RU2337778C1 |