Известные снособы регулирования подводиjMou мощности при изготовлении злектросварных труб методом радиочастотной сварки и соответствующие им системы управления процессами сварки не получили распространения из-за отсутствия надежной информации об изменении температуры сварного шва в процессе сварки.
Предлагаемый способ заключается в регулироваиии но отклонению давления в сварочном калибре, так как изменение температуры сварного шва сопровождается изменением давления.
Иснользуют давление в качестве регулируемого параметра, определяющего режим сварки труб, потому, что для измерения давления имеются надежные устройства, например, мессдозы с магнитоупругим трансформаторным преобразователем.
Кроме того, измерение давления позволяет получать информацию об изменении режима сварки практически в момент возникновения этих изменений.
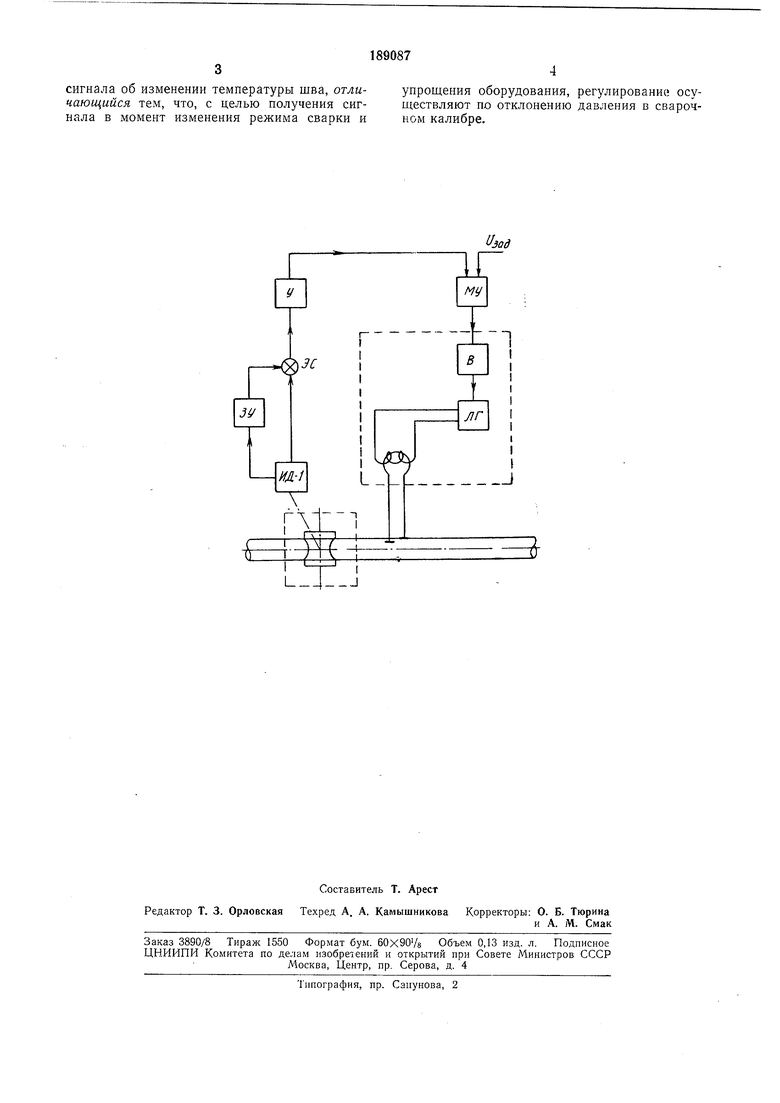
Система регулирования нодводимой мощности, а следовательно и режима сварки, по отклопению давления в сварочном калибре схематично Представлена на чертеже.
гулируется это напряжение магнитным усилителем МУ, на одну из управляющих обмоток которого подается напряжение, пропорциональное отклонению давления от заданного значения.
Перед включением системе регулирования задается давление, которое имело место в сварочном калибре нри требуемом режиме сварки. Для этого измеритель давления в сварочном калибре ИД-1 дополняется запоми0пающим устройством, фиксирующим давление перед включением.
При включенной системе регулирования снимаемое с ЗУ напряжение подается на элемент сравнения ЭС, в котором сравнивается заданное давление с его текущими значениями.
Панряжение на выходе ЭС, пропорциональное величине отклонения давления, носле усиле1Н1я усилителем У подается па регулятор
0 напряжения, который изменяет величину нодвсдимой мощности, а следовательно и температуру нагрева свариваемых кромок, в результате чего восстанавливается давление в
5 сварочном калибре.
Предмет изобретения
сигнала об изменении температуры шва, отличающийся тем, что, с целью получения сигнала в момент изменения режима сварки и
упрощения оборудования, регулирование осуществляют по отклонению давления в сварочном калибре.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом высокочастотной сварки прямошовных труб | 1975 |
|
SU560716A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU764899A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1988 |
|
SU1648684A1 |
| Способ автоматического регулированияпРОцЕССА ВыСОКОчАСТОТНОй СВАРКи | 1979 |
|
SU797856A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU774855A1 |
| Способ автоматического регулирования процесса высокочастотной сврки | 1988 |
|
SU1563925A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| Способ управления процессом лазерной сварки труб и устройство для его осуществления | 1991 |
|
SU1839135A1 |