Известен способ изготовления слоистььх- полых конструкций с помощью контактной Ш ки с двухсторонним токоподводом, при котЪром токоподводящие электроды располагают в линию поперек гофрированного заполнителя. Отогнутые листы обшивки одновременно приваривают с обеих сторон гофрированного заполнителя по всей ширине панели. Внутренние электроды, расноложенные в каждой ячейке заполнителя, выполняют роль токоведущего устройства.
Предлагаемый способ отличается от известного тем, что внутренние электроды располагают вдоль гофров заполнителя и их сечение определяется только из условий допускаемых плотностей тока. Внутренние электроды располагают в зазоре, который получается в результате специального изгиба свариваемых -деталей в продольном направлении. Внутренние электроды, имеющие развитое сечение, допускают нагружение требуемыми сварочными усилиями, при этом усилие сжатия деталей, передаваемое электродами, расположенными со стороны привариваемой обшивки, воспринимается (через элементы панели и внутренние электроды) расположенной с противоположной стороны панели поддерживающей опорой.
Приварка верхней и обшивок к заП&л«ителю производится на различных позициях идентичными сварочными машинами. При этом после приварки, например, нижней обшивки панель поступает на позицию приварки соседних гофров к верхней обшивке. В это время машина на первой позиции легко доступна для профилактического обслуживания. К .мо.менту подачи панели на первую позицию для нриварки очередных гофров к нижней обшивке поддерживающий упор и сварочные электроды этой машины автоматически разводятся на требуемый шаг.
Сущность описываемого способа поясняется с помощью чертежей.
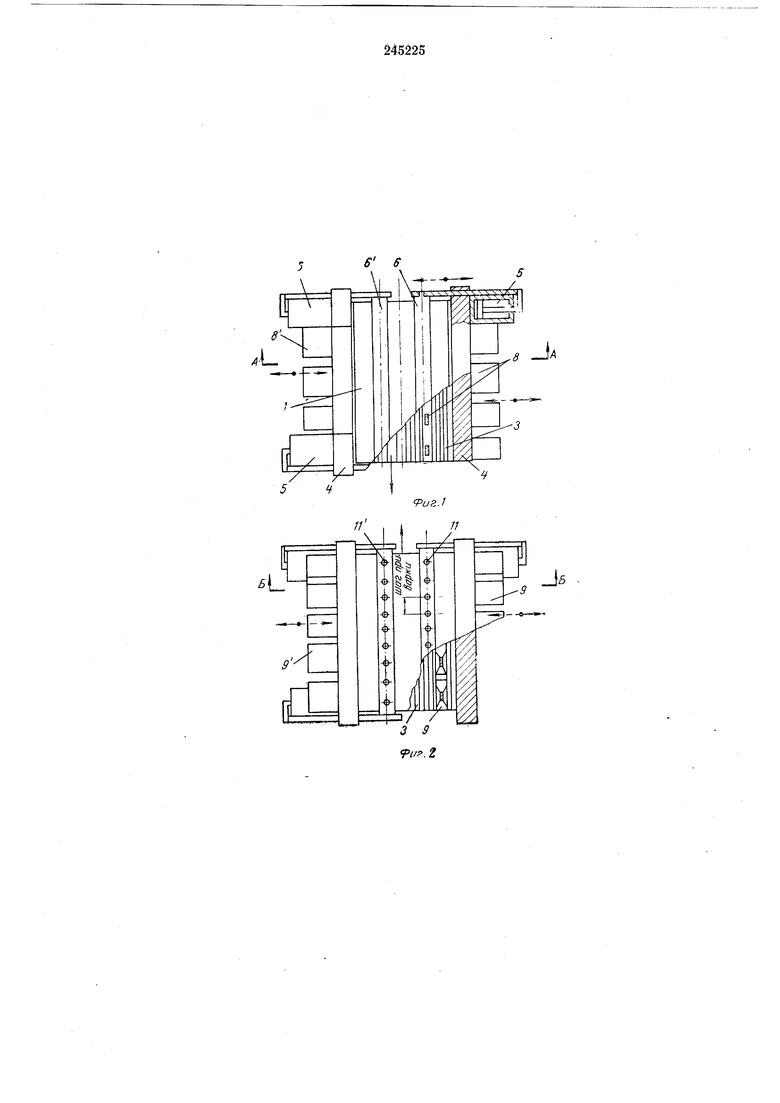
Па фиг. 1 показана схема приварки нижней обшнвки; на фиг. 2 - схема приварки верхней обшивки.
Па чертежах позицией / обозначена верхняя обшивка, 2 - нижняя обшивка, 3 - гофрированный заполнитель.
Па станине 4 закреплены приводы перемещения (нанример, цилиндры 5) поддерживающих упоров 6-6, 7-7, с возможностью перемещения в поперечном направлении размещены внутренние электроды 8-8, 9-9 и наружные сварочные электроды 10-10, 11-11, последние снабжены приводом сварочного давления (на чертенке не показан). Внутренние электроды посредством прокладок 12
электрически изолированы от обшивки и заполнителя (за исключением торцов в месте сварки).
Приварка нижней и верхней обшивок к заполнителю осуш,ествляется на различных позициях. Рассмотрим приварку заполнителя к нижней обшивке.
Обшивкам 1 к 2 посредством специального устройства (на чертеже не показа-но) придается изгиб в продольной плоскости. При необходимости заполнитель также может изгибаться в сторону привариваемой обшивки.
Панель надевается на внутренние электроды 8-8, располагаемые вдоль всей длины панели. Поддерживающие упоры 6-6 опускаются до соприкосновения с обшивкой 1. Затем включаются приводы сварочяых электродов 10-10. При сжатии усилие от электродов 10-W через обшивку 2, внутренние электроды 8-8 и обшивку 1 воспринимается силовыми поддерживающими упорами 6-6. После сжатия включается ток, и происходит приварка заполнителя 3 к обшивке 2 (первоначально приваривается один гофр в центре папели, в дальнейшем производится попарная поочередная приварка соседних гофров к нижней и верхней обшивкам по направлению от центра к краям панели). В случае необходимости сварки панелей значительной ширины электроды 8-8 и 10-10 могут быть встречно-параллельно подключены к самостоятельным источникам сварочного тока.
Поскольку сечение внутренних электродов 8-8, 9-9 рассчитывается по допустимой плотности тока, шаг приварки (исходя из размещения электродов 8-8) оказаться больше шага сварки, определяемого из условий прочности. В этом случае приварка осуществляется в несколько операций со сдвигом панели по длине для обеспечения требуемого шага сварки. После приварки заполнителя к нижней обшивке панель автоматически подается на вторую позицию, где осуществляется приварка заполнителя к верхней обшивке.
В момент перехода на вторую позицию в
межшовное пространство между сваренными обшивкой и вершиной заполнителя при необходимости через зазор нодают клей. Таким образом, панели могут быть выполнепы клеесварными.
Электроды 9-9 установлены с таким расчетом, что панель при перемещении устанавливается на «их гофрами рядом с приваренными на предыдущей позиции.
Приварка верхней обшивки производится, аналогичным образом. За время приварки верхней обшивки электродная часть машины для приварки нижней обшивки легко доступна для профилактического обслуживания.
Перед передачей панели на приварку очередных гофров заполнителя к нижней обшивке внутренние электроды 8-8, наружные электроды 10-10 и поддерживающие упоры 6-6 синхронно раздвигаются на требуемый шаг, соответствующий расстоянию между соседними гофрами (по отношению к ранее приваренным к верхней обшивке). В дальнейшем цикл сварки повторяется, и панель сваривается по всей ширине.
Предмет изобретения
Способ контактной сварки сотовых конструкций с применением токоподводящего электрода, располагаемого мелсду обшивкой к гофрированным заполнителем, и с предварительным отгибанием обшивки, отличающийся тем, что, с целью повышения производительности и качества сварных соединений, сварку выполняют вдоль линии гофра, для чего производят продольный отгиб одной из обшивок, являющейся непривариваемой, и обеспечивают контакт внутренних электродов только с вершиной гофра, при этом приварку наружных обшивок производят на двух сварочных позициях, сообщая свариваемой панели возвратно-поступательные перемещения между этими позициями, а со стороны непривариваемой обшивки устанавливают регулируемые упоры, восприпимающие сварочное усилие.
5
1
..L
S 6
J/
i;
| название | год | авторы | номер документа |
|---|---|---|---|
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ МНОГОСЛОЙНЫХ сотовых КОНСТРУКЦИЙ | 1967 |
|
SU195563A1 |
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ГОФРИРОВАННЫМ ЗАПОЛНИТЕЛЕМ | 2003 |
|
RU2248265C2 |
| Машина для сборки и сварки сотовых конструкций | 1974 |
|
SU549289A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАНЕЛЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2004 |
|
RU2268813C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПАНЕЛЕЙ | 2004 |
|
RU2273555C2 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПАНЕЛЕЙ | 2004 |
|
RU2273554C2 |
| БОКОВАЯ СТЕНА ВАГОНА И СПОСОБЫ ЕЕ СБОРКИ (ВАРИАНТЫ ) | 2004 |
|
RU2271293C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ ^СЕСОЮоНАЯТмТ?ИТ1Ш-=ТЕ1Ш1?ОНМ| | 1972 |
|
SU331858A1 |

Z
5Ч
L
S
,
/;
J5
/ /
3 9
IJ. 2
шаг придарки
± tir
8
