В процессе роликовой контактной электросварки необходимо периодически корректировать положение электродов-роликов относительно нахлестки свариваемых деталей, так как возможно отклонение (сбегание) роликов с намеченной линии шва. Обычно корректировку осуществляют поворотом свариваемого узла в плоскости, перпендикулярной роликуэлектроду, вручную или с помощью манипуляторов. Такой поворот узла возможен при сварке на машинах, позволяющих выполнять одновременно только один шов (например, машины типа МШП, МШШТ и др.). Но и в этом случае, если узел крупногабаритный и имеет малую жесткость (панели, обшивки и т. д.), такая корректировка положения шва относительно нахлестки вызывает значительные трудноети.
При сварке более нроизводительным способом на двухроликовой машине (получение одновременно двух параллельных швов) обеспечить корректировку положения роликовых швов согласно заданному наиравлению за счет поворота свариваемого узла невозможно.
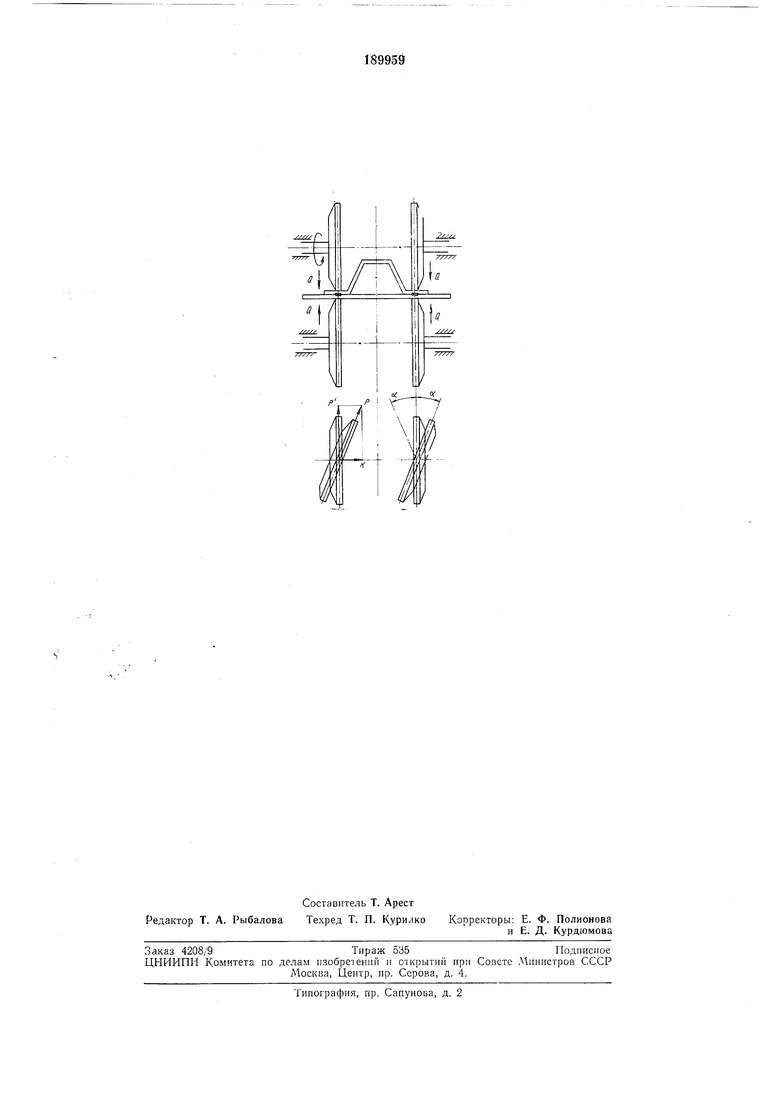
По предложенному способу роликовой сварки производят периодический или непрерывный поворот осей роликов в плоскости, параллельной свариваемым местам. Благодаря этому повышается производительность труда и качество сварки. На чертеже изображены электроды-ролики
для осуиествления способа.
Способ состоит в том, что в процессе сварки производят синхронный поворот электродов-роликов путем поворота их осей в плоскости, перпендикулярной плоскости свариваемых листов. При этом в точках соприкосновения роликов со свариваемыми деталями возникает сила К, являюшаяся функцией угла а поворота роликов, что влечет за собой перемещение изделия в необходимом направлении и
тем самым обеспечивает корректировку. Этот поворот может быть осуществлен как периодически, так и непрерывно.
Предмет изобретения
Способ контактной роликовой сварки с корректировкой направления роликов по шву, отличающийся тем, 410, с целью повышения производительности и качества сварки, производят периодический или непрерывный поворот осей роликов в плоскости, параллельной свариваемым листам.
2ZJL
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной шовной сварки | 1987 |
|
SU1505713A1 |
| ДЛЯ АВТОМАТИЧЕСКОЙ свАРКи УГЛОВЫХшвов | 1968 |
|
SU219041A1 |
| Машина для контактной сварки | 1987 |
|
SU1586882A1 |
| Установка для автоматической сварки замкнутых криволинейных швов | 1976 |
|
SU707737A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 2015 |
|
RU2601366C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ЗАМКНУТЫХ ШВОВ С ЧЕРЕДОВАНИЕМ ПРЯМОЛИНЕЙНЫХ И КРИВОЛИНЕЙНЫХ УЧАСТКОВ | 2008 |
|
RU2377109C1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| Устройство для контактной многоточечной сварки | 1971 |
|
SU959949A1 |
| Устройство для контактной роликовой сварки | 1980 |
|
SU925579A1 |
| Устройство для шовной сварки замкнутых криволинейных швов | 1975 |
|
SU550251A1 |