Описываемая установка предназначена для сварки угловых швов сложной конфигурации, в частности, для приварки бобышек сложной формы к листовым конструкциям.
Известны установки для сварки угловых швов, содержащие сварочный мундштук, механизм подачи электродной проволоки, устройства для продольного и поперечного перемещения сварочного мундштука, который выполнен в виде прямолинейной и изогнутой части и имеет ось врашения, совпадающую с осью его прямолинейной части.
Описываемая установка отличается от известных тем, что ось вращения прямолинейной части мундштука проходит через точку сварки. Изогнутая часть мундштука подпружинена в сторону свариваемого изделия, соприкасаясь с ним через изолированный копирный ролик.
Благодаря этому осуществляется сварка угловых швов сложной конфигурации.
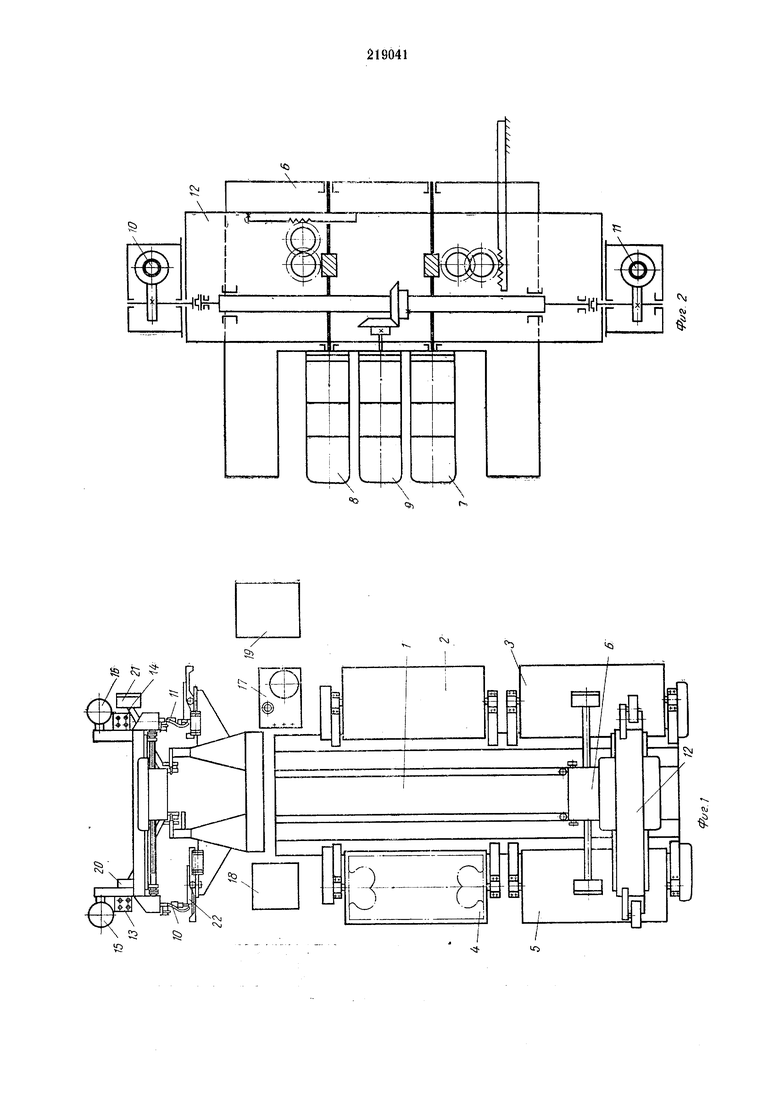
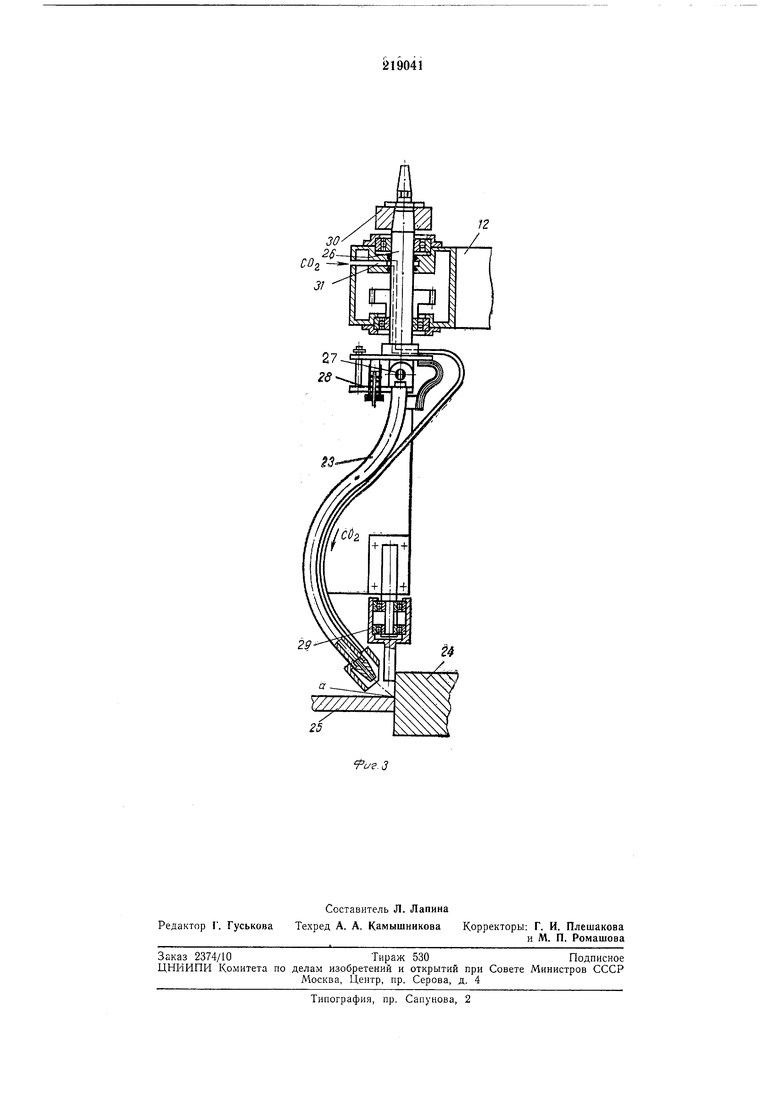
На фиг. 1 - изображена описываемая установка, вид в плане; на фиг. 2 - то же, вертикальный разрез; на фиг. 3 - то же, общий вид.
Установка состоит из станины Л на которой крепятся кантователи 2, 3, 4 и 5 с индивидуальными приводами поворота и механизмами крепления изделия, перемещающейся по направляющим станины продольной каретки
6, в корпусе которой размещены приводы 7 и 8 продольного и поперечного перемещения и привод 9 поворота сварочных мундштуков 10 и 11, поперечной каретки 12, несущей мундштуки, механизмы 13 и 14 подачи электродной проволоки и кассеты 15 и 16 для электродной проволоки, гидробака 17, шкафа 18 программного управления, шкафа 19 аппаратного управления, пультов 20 и 21 управлсния, источников сварочного тока и баллонов с углекислым газом (на фиг. 1 не показаны). Работает установка следующим образом. Изделия 22, собранные под сварку на прихватках, устанавливают в кантователях 2, 3,
4 и 5 Н закрепляют фиксируемыми зажимными приспособлениями с гидравлическим (или иным) приводом с ручным управлением. Каждый кантователь посредством гидравлического (или иного) привода поворота в соответствующие моменты цикла поворачивает свариваемое изделие на 180°. Это позволяет нроизводить приварку бобышек с двух сторон.
Мундштуки 10 и 11 перемещаются с помощью приводов 7 и S по любой заданной
траектории, в обслуживаемой плоскости (одновременно по идентичным траекториям перемещаются два мундштука, расположенные по обе стороны от станины). Благодаря этому на установке можно одновременSpa. Для увеличения коэффициента использования установки на сварке она имеет четыре рабочие позиции. Мупдштуки 10 и 11 синхронно поворачиваются вокруг своих вертикальных осей, про-5 ходящкх через точку а сварки, с помощью привода 9. Нижняя часть 23 мундштука изогнута таким образом, что электродная проволока при выходе из него проходит под заданньш углом к боковой грани бобышки 24 иЮ поверхности основного листа 25, к которому приваривается бобышка, и точка а сварки совпадает с осью 26 поворота мундштука. Изгиб мундштука обеспечивает требуемые технологические условия при сварке «в угол,15 а прохождение оси поворота через точку сварки позволяет сделать независимым положение точки сварки от поворота мундштука. Перемещение мундштуков в продольном и поперечном направлении и поворот мундшту-20 ков обеспечиваются импульсно-шаговой системой программного управления. Программу перемещений и поворота мундштуков составляют так, что в любой точке сварки плоскость изгиба каждого мундштука25 приблизительно перпендикулярна линии шва. Это обеспечивает лучшие условия при сварке «в угол и позволяет обеспечить корректировку положения мундштука по положению контура привариваемой бобышки. Для обеспече-30 ния этой корректировки нижнюю чисть 23 мундщтука крепят к его остальной части на оси 27 качания, перпендикулярной плоскости изгиба мундштука и оси его поворота. Следовательно, при сварке по программе ось 2735 нижней части мундштука находится над касательной к контуру бобышки 24 в точке сварки и параллельна этой касательной. Нижняя (качающаяся) часть 23 мундштука под действием пружины 28 прижимается к боковой40 грани бобышки через копирный ролик 29, электрически изолированный от мундштука. 4 Образующая ролика, касающаяся контура бобышки 24, проходит через ось 27 нижней части 23 мундштука. Под действием пружины 28 копирный ролик 29, а вместе с ним и нижний конец мундштука повторяют контур бобышки, учитывая все погрешности изготовления бобышки и ее сборки с деталью, к которой она приваривается, а также погрешности установки свариваемого узла в позицию сварки, Сварочный ток и защитный газ подаются к месту сварки через кольцевые подводы 30 и 31. Подающие механизмы не вращаются вместе с мундштуками. Предлагаемая установка позволяет полностью автоматизировать перемещение сварочного мундштука вдоль контура привариваемой бобышки практически любой формы, обеспечивая при этом корректировку положения конца мундштука по фактическому контуру каждой бобышки. На установке вручную выполняют только разгрузочно-погрузочные операции, Предмет изобретения Установка для автоматической сварки углевых швов, содержащая сварочный мундштук, механизм подачи электродной проволоки, устройства для продольного и поперечного перемещения сварочного мундштука, который выполнен в виде прямолинейной и изогнутой части и имеет ось вращения, совпадающую с осью его прямолинейной части, отличающаяся тем, что, с целью осуществления сварки угловых швов сложной конфигурации, ось вращения прямолинейной части мундштука проходит через точку сварки, а изогнутая часть мундштука подпружинена в сторону свариваемого изделия, соприкасаясь с ним через электрически изолированный копирный ролик.
J
CM
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1982 |
|
SU1046054A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 1966 |
|
SU184375A1 |
| Устройство для автоматической сварки угловых швов | 1980 |
|
SU965682A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОЛОС ТРАНСФОРМАТОРНОЙСТАЛИ | 1965 |
|
SU172935A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| Устройство для одновременной сварки двух угловых или нахлесточных швов | 1974 |
|
SU647088A1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Автомат для электродуговой сварки под флюсом одновременно двух смежных угловых швов тавровых соединений | 1954 |
|
SU100112A1 |
12
