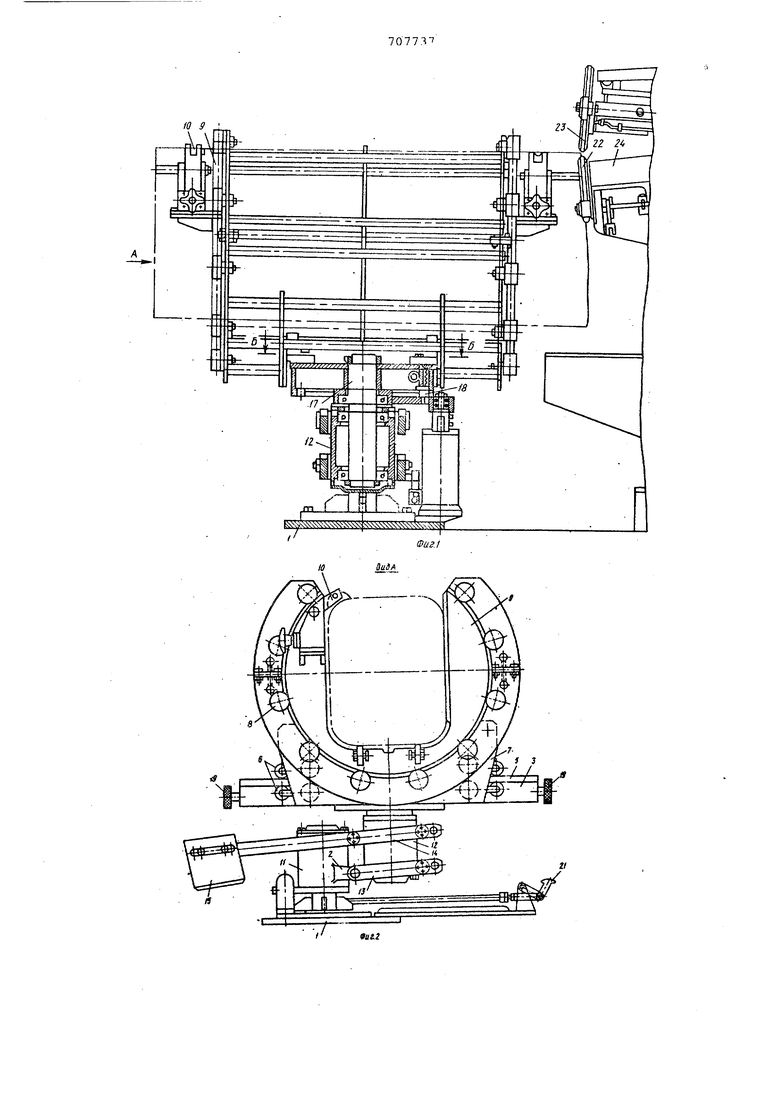
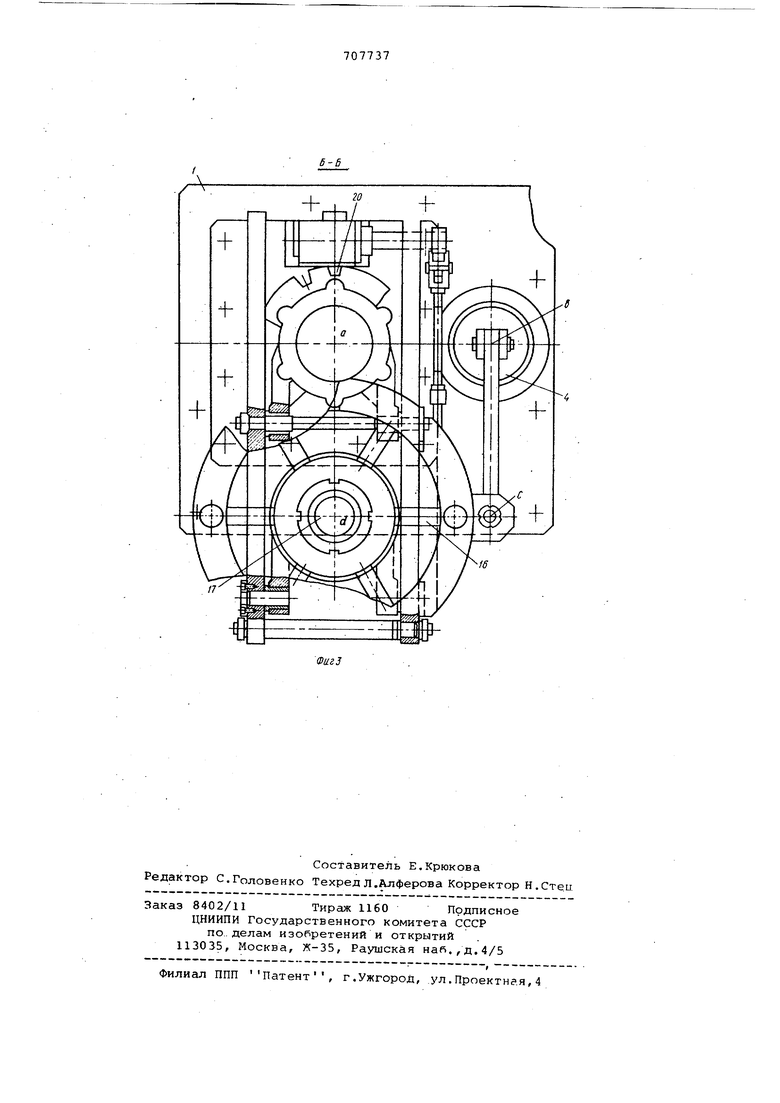
Изобретение относится к сварке, а именно к устройствам для установ ки и поворота изделий в процессе роликовой сварки. Известна установка для автоматической сварки замкнутых криволинейных швов, содержащая основание с повротным в плоскости, перпендикулярной основанию,контейнером,уст новленным на основании с возможнос перемещения в двух взаимно перпендикулярных направлениях 1. Однако эта установка не обеспечивает хорошего качества сварки из-за необходимости переключения трех приводов при переходе с прямолинейного на криволинейный участок , а также при сварке нескольких швов н$ одном изделии, его необходимо вынимать из контейнера и устанавливать его в контейнере так, чтобы свариваемый шов располагался между роликовыми электродами, что снижает производительность установки. Наиболее близкой по технической сущности и достигаемому результату является установка для автоматичес кой сварки замкнутых криволинейных швов, содержащая оснбвание с плитой и механизмом ее подъема и каретку, смонтированную в направляющих плиты, параллельных основанию, и оснащенную поворотным в плоскости, перпендикулярной основанию, контейнером для изделия 2. Однако при сварке нескольких замкнутых швов на одном изделии,его необходимо каждий раз переустанавливать, располагая шов междуроликовыми электродами, что снижает производительность установки. Цель изобретения - повышение производительности путем обеспечения сварки нескольких замкнутых швов без переустановки изделия. С этой целью плита установлена с возможностью поворота в плоскости парал лельной основанию, и осн.ащена механизмом ее поворота, механизм подъема плиты выполнен в виде шарнирного параллелограмма/ одно из звеньев которого жестко закреплено на основании перпендикулярно его плоскости, другое, параллельное первому, выполнено в виде втулки, а одно из поворотных звеньев оснащено противовесом, при этом механизм поворота плиты также выполнен в виде шарнирного параллелограмма, одно из звеньев которого закреплено на плите, а ось одного из шарниров установлена соос но оси поворота плиты и смонтирован внутри втулки механизма ее подъема. На фиг.1 изображена предлагаемая установка; на фиг.2 - вид А фиг.1;на фиг.З -.сечение Б-Б фиг.1. Установка для автоматической сва ки замкнутых криволинейных швов сод жит основание 1, на котором смонтир ван механизм 2 подъема плиты 3. Плита 3 установлена с возможностью поворота в плоскости, параллель ной основанию, оснащена механизмом ее поворота, а в направляющих 5 пли ты, параллельных основанию, располо жена с возможностью перемещения на роликах 6 каретка 7.. На каретке 7 смонтированы ролики 8, в которых с возможностью поворота в плоскости, перпендикулярной основанию, установлен контейнер с зажимами 10 для и-зделия. Механизм 2 подъема плиты 3 выпол нен в виде шарнирногоПараллелограм ма, содержащего звено 11, жестко закрепленное на основании перпендикулярно его плоскости, звено 12 параллельное звену 11, выполненное в виде втулки, и два поворотных звена- 13 и14 , одно из которых осна щено противовесом 15. Механизм 4 поворота плиты выполнен также в виде шарнирного параллелограмма abed, звено 16 .которого закреплено на плите 3, а ось 17 одного из шарниров смонтирована внутри втулки 12 и установлена соосно оси поворота плиты 3. -Установка оснащена фиксатором 18 поворота плиты с рукояткой 19 и фиксатором 20 положения плиты при сварке с педальным приводом 21. Сварка изделия производится роликами 22 и 23 сварочной машины 24, Установка работает следующим образом. Изделие устанавливается в контей нер 9, когда плита 3 находится в положении загрузки, а сварочные ролики 22 и 23 разведены, и зажимается зажимами 10. Затем механизмом подъема 2 и механизмом 4 поворота плиты 3, а также перемещением карет ки 8 .устанавливают изделие в положение сварки, вся система фиксируется фиксатором 20. Включают сварочную машину 24 и производят сварку всего замкнутого криволинейного шва роликами 22 и 23 обкатывающими этот шов. По окончании сварки такого шва плиту 3 с кареткой 8 и контейнером 9 отводят в положение .загрузки, затем плиту поворачивают в плоскости, параллельной основанию, механизмом 4 поворота относительно оси 17 на 180° (угол, соответстующий расположению следующего шва), фиксируют в этом положении фиксатором 18, а затем перемещением плиты и каретки с контейнером устанавливают изделие в положение сварки медду роликами 22 и 23, фиксируют это положение фиксатором 20, включают сварочную машину 24 и производят сварку второго криволинейного шва. Использование предлагаемого изобретения позволяет сваривать несколько замкнутых швов без переустановки изделия, что повышает производительность установки. Формула изобретения 1. Установка для автоматической сварки замкнутых криволинейных швов, содержащая основание с плитой и механизмом ее подъема и каретку, смонтированную в направляющих плиты, параллельных основанию, и оснащенную поворотным в плоскости, перпендикулярной основанию, контейнером для изделия, отличающаяся тем, что, с целью повышения производительности путем обеспечения сварки нескольких замкнутых швов без переустановки изделия, плита установлена с возможное тью поворота ..в плоскости, параллельной основанию, и оснащена механизмом ее поворота. 2. Установка по п.1, о тли ча. ющаяся тем , что .механизм подъема плиты выполнен в. виде шарнирногр параллелограмма, одно из звеньев которого жестко закреплено на основании перпендикулярно его плоскости, другое, параллельное первому, выполнено в виде втулки, а одно из поворотных зйеньев оснащено противов есом, при этом механизм поворота плиты также выполнен в виде шарнирного параллелограмма, одно из звеньев которого закреплено на плите, а ось одного из шарниров установлена соосно оси пово.рота плиты и смонтирована внутри втулки механизма ее подъема . Источники информации, принятые во внимание при эксперхизе 1.Авторское свидетельство СССР №299325, кл. В 23 К 37/04, 1968. 2.Авторское свидетельство по заявке 2358433, кл. В 23 К 37/04, 1976 (прототип).
-ь
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Устройство для автоматической сварки патрубков с обечайкой | 1983 |
|
SU1108000A1 |
| Установка для двусторонней сварки стыка обечайки | 1989 |
|
SU1785861A1 |
| Сварочная установка | 1975 |
|
SU556919A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1983 |
|
SU1139600A1 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1982 |
|
SU1046054A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ЗАМКНУТЫХ ШВОВ С ЧЕРЕДОВАНИЕМ ПРЯМОЛИНЕЙНЫХ И КРИВОЛИНЕЙНЫХ УЧАСТКОВ | 2008 |
|
RU2377109C1 |
| Автоматическая линия для сварки кольцевых швов | 1990 |
|
SU1766638A1 |