Изобретение относится к области индукционного нагрева заготовок перед прокаткой.
Известна установка для нагрева заготовок ТВЧ перед прокаткой, содержащая секционированный индуктор, приводной рольганг, загрузочный и распределяющий механизмы.
Однако в такой установке невозможна отбраковка заготовок по кривизне и по иагреву, что приводит к быстрому выходу из строя индуктора и клетей стана.
Цель изобретения - исключение попадания бракованных заготовок в индуктор и рабочую клеть стана.
Для этого установка снабжена устройством П-образного вида с отбраковкой заготовок по кривизне, расположенного перед индуктором, и устройством с отбраковкой заготовок по нагреву, расположенного за индуктором в упоре рольганга.
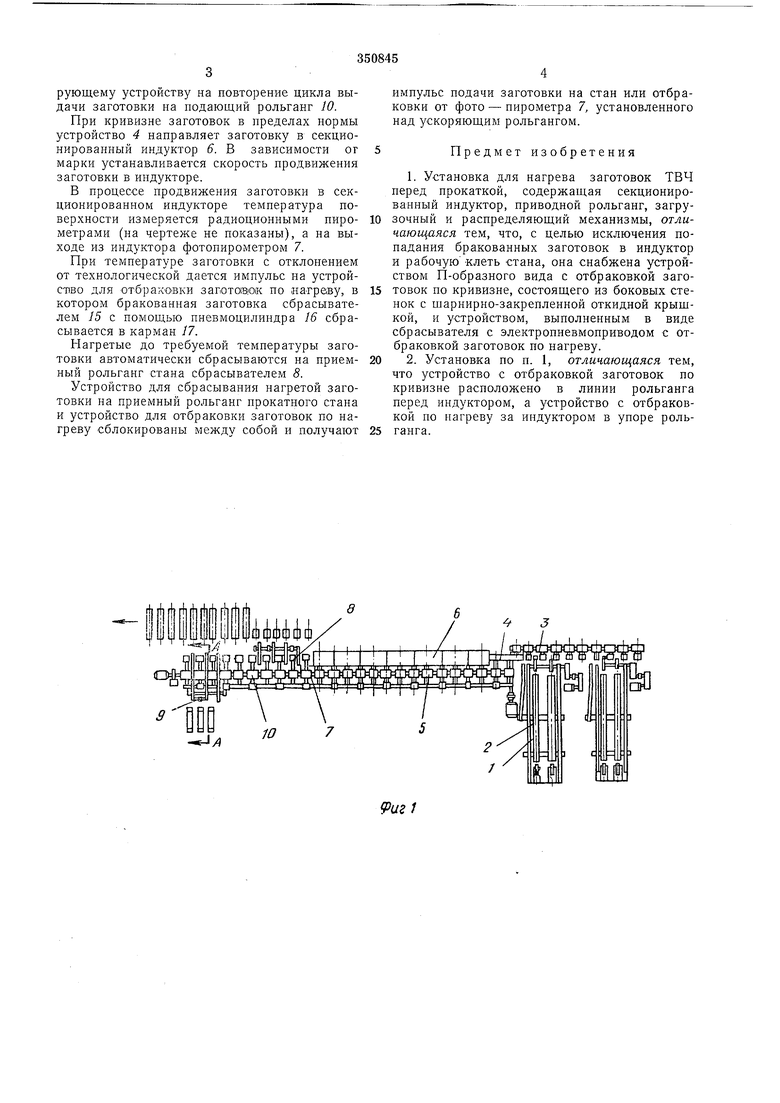
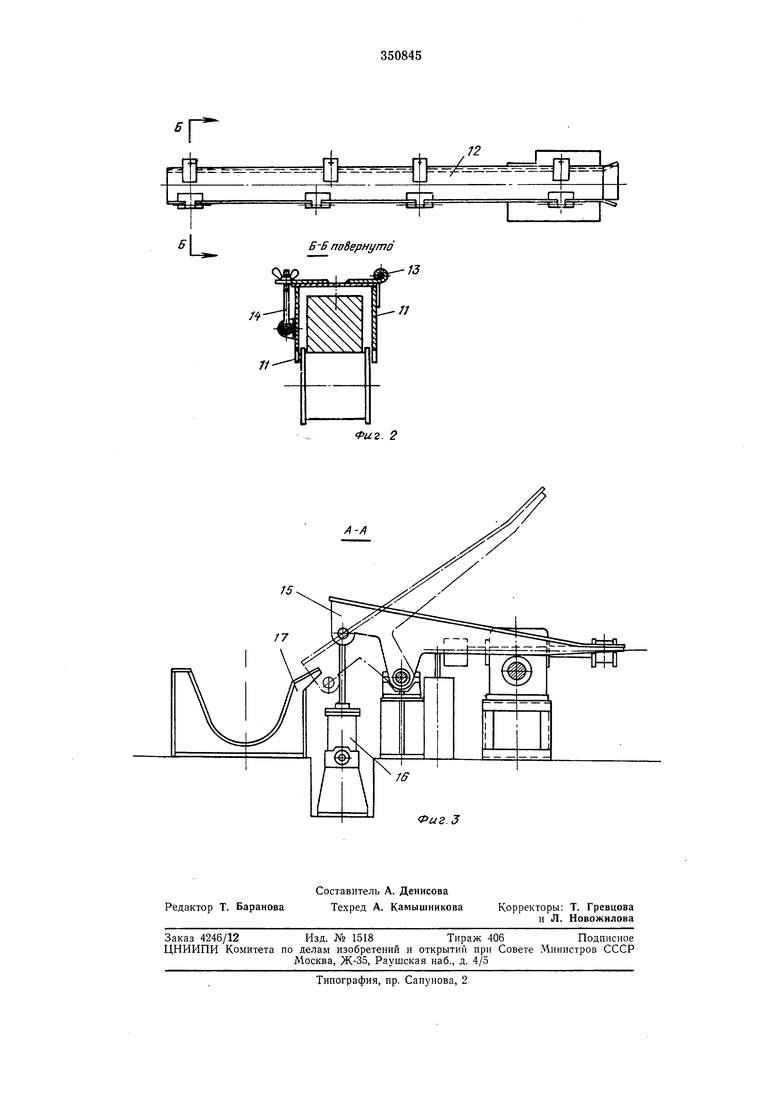
На фиг. 1 изображена установка, общий вид; на фиг. 2 - устройство отбраковки по кривизне с разрезом по Б-Б; па фиг. 3 - разрез по А-Л на фиг. 1 (устройство с отбраковкой по нагреву).
Установка состоит из связанных между собой и синхронизированных с работой прокатного стана загрузочного стола 1, рычагов шлепперной рещетки 2, дозирующего устройства 3, устройства 4 для отбраковки кривых заготовок, расположенного в линии ускоряющего рольганга 5, связанного с пультом управления (на чертеже не показан), подающим импульс па здаление из потока кривой заготовки, секциопированного индуктора 6, фотопирометра 7, сбрасывателя 8, устройства 9 для отбраковкп заготовок по нагреву и подающего рольганга 10.
Устройство 4 состоит из боковых стенок И и откидной крышки 12 на щарнирах 13. Крыщка в закрытом положении фиксируется зажимным винтом 14.
Устройство 9 состоит из сбрасывателя 15, ппевмоцилиидра 16 и кармана 17.
Установка работает следующим образом.
Пакет заготовок краном (на чертеже не показаны) подают на загрузочный стол / и раскладывают их в один ряд. После включения установки реле времени (на чертеже не показано) при помощи рычагов шлепперной решетки 2 дает импульс на включение дозирующего устройства 3, ускоряющего рольганга 5 и устройства для отбраковкп заготовок по кривизне, сблокированного с дозирующим устройством.
В случае подачп заготовки с кривизной, иревышающей допустимую, устройство 4 включает импульсный реверс подающего рольганга 10, и кривая заготовка, дойдя до упора, убирается с рольганга краном. Конечный выключатель упора дает импульс дозирующему устройству на повторение цикла выдачи заготовки на подающий рольганг 10.
При кривизне заготовок в пределах нормы устройство 4 направляет заготовку в секционированный индуктор 6. В зависимости ог марки устанавливается скорость продвижения заготовки в индукторе.
В процессе продвижения заготовки в секционированном индукторе температура поверхности измеряется радиоционными пирометрами (на чертеже не показаны), а на выходе из индуктора фотопирометром 7.
При температуре заготовки с отклонением от технологической дается импульс на устройство для отбра; овки заг.отав,ок по на-греву, в котором бракованная заготовка сбрасывателем 15 с помопдью пневмоцилиндра 16 сбрасывается в карман 17.
Нагретые до требуемой температуры заготовки автоматически сбрасываются на приемный рольганг стана сбрасывателем 8.
Устройство для сбрасывания нагретой заготовки на приемный рольганг прокатного стана и устройство для отбраковки заготовок по нагреву сблокированы между собой и получают
импульс подачи заготовки на стан или отбраковки от фото - пирометра 7, установленного над ускоряющим рольгангом.
Предмет изобретения
1. Установка для нагрева заготовок ТВЧ перед прокаткой, содержащая секционированный индуктор, приводной рольганг, загрузочный и распределяющий механизмы, отличающаяся тем, что, с целью исключения попадания бракованных заготовок в индуктор и рабочую клеть стана, она снабжена устройством П-образного вида с отбраковкой заготовок по кривизне, состоящего из боковых стенок с шарнирно-закрепленной откидной крышкой, и устройством, выполненным в виде сбрасывателя с электропневмоприводом с отбраковкой заготовок по нагреву.
2. Установка по п. 1, отличающаяся тем, что устройство с отбраковкой заготовок по кривизне расположено в линии рольганга перед индуктором, а устройство с отбраковкой по нагреву за индуктором в упоре рольГанга.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1972 |
|
SU343748A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ГНУТЫХ ПРОФИЛЕЙ | 2000 |
|
RU2184634C2 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБРАБОТАННЫХ ЛИСТОВЫХ | 1973 |
|
SU368075A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЮЧЕЙ К СВЕРЛИЛЬНЫМ ПАТРОНАМ | 1966 |
|
SU180079A1 |
| Способ прокатки заготовок | 1987 |
|
SU1435327A1 |
| КОМБИНИРОВАННЫЙ СОРТОВОЙ ПРОКАТНЫЙ СТАН | 1971 |
|
SU298389A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
4 J
