()n|ji;п-.чпс относи u H к области про- () п)()лства, а конкретно к кон- cT)yKiuiHM BtiKYVMUbix 1()катных станов, и можс бы1ь использовано для получения сортовых профилей из активно окисляющихся металлов.
Цель изобретения иовышенне производительности.
На фиг. 1 изображен вакуумный прокатный стан, иродольный разрез; на фиг. 2 - .iarp ки С1ана. поперечный разрез.
Вак у.1И1)1Й прокатный стан содержит ус- га новленные па одной технологической оси камеру I за рузки, камеру 2 нагрева, нро- катный б.юк 3, камеру 4 выгрузки и механизм задачи и В1)1дачи заготовок. Камера 1 нагрузки снабжена расположенным перпен- дикулярнг гехн(), 1О1Л1ческой оси контейнером, сост(;Я1ЦИ ; и.( днища 5 и кориу- са 6. установленного с возможностью нере- менАеиии относительно днннга 5 поперек те.х- но. югнчес.кой оси стана с помощью нривода (не показан). Внутреннее нространство 6 раздс;1ено вертикальными нере- го)одками 7. об)азу|()Н1ими носледовате;1ь- Hbiii ряд ячеек 8, заполняемых ci pyiiiiHpo- нан1П 1М11 и С1 опы заготовками. Длина дни- HUi 5 состав.1Яет не .менее двух длин о. Посередине на оси неремен1е- нии корпуса () установлен унор 9, а в нижней части cieHOK корнуса 6 и верти- ка. |)(,-рс1 ородок 7 выполнены соосно казан| (1М уиорч 9 ответные сквозные па- u,i id. В дпинн . -, перед упором 9 в на- iipaii/iciii -: гсхио,;()1 ической оси стана вынол- iiei ci..iu iHoi i паз 11, габаритные размеры к;)Г())ого coo i ветс р.уют наибольшей заготовке из 1 ;;р ; мен1 а стана. Под дншцем 5 li jKUfoHc CKB03HOIT) паза 1 1 установлен п М1ем1 Ы1 | 12, который снабжен рае- |1иложсч п. вдоль теXНОЛ(п нческой оси желобом ЬЧ 11 ; 1пводным то, 1кателем 14 (не пока tan), размешепным против желоба 13 1ак, что прн перемещении заготовки в же.юб . он пс рекрывает сквозной шз 11 днища Г). Высота И толкателя 14 над (цп смпы.м с юлом 12 не превьипает размера (,. 3arijTi)BKH, а расстояние А между днин1е 1 Г Konreiine|ia и приемным столом 12 не прсвьппае суммы высоты Н то, 11 а 1Ч , 1я С
Толка : i сосдинепы заяы), iii за1 (пзкп 1
1
ра Koii
14 пад приемным столом 12 и заготовки .(,. п 14 I корпус t) контейнера c .i своими 1риводами (не нока- .сдс мными за пределы камеры посредство,м HITOKOB 15 и 16с ва- упл(гнениями 17 и 18, Каме- 1ерметично закрыта крыш- И). Механизм задачи и выдачи заготовок пре;1сгавляет собой двух.ходо- lu. ii чата,-1кпватель, выполненный в виде ||)бы 2П, снабженный реверсивным цппмздом i iune нрнводньгх роликов 21, с пен I ра, 1ьпым пггоком 22, также нмеюпшм реверсивный i:j)HBo. i в виде роликов 23. При
5
0
5
0
5
0
5
-)том диаметр шгока 22 не превышает размеров готового проката, выходящего из прокатного блока 3, а его длина выполнена не менее расстояния от роликов до входа в камеру 4 выгрузки. Труба 20 смонтирована в стенке ка,меры загрузки с помощью вакуумного уплотнения 24. Между трубой 20 и центральным штоком 22 смонтирова но вакуумное уплотнение 25. Для обеспечения возможности загрузки заготовок в контейнер параллельно с работой стана целесообразно иметь сменный контейнер. Стан работает следующим образом. Перед началом прокатки открывают крышку 19 камеры загрузки 1 и устанавливают в нее контейнер с заранее уложенными в ячейки 8 стопами заготовок Закрывают герметично крьппку 19 и создают в камере 1 загрузки необходимую степень разряжения. Корпус 6 контейнера перемещают приводом перпендикулярно технологической оси стана вдоль днинха 5 до тех пор, нока нижняя заготовка из стопы нервой ячейки не коснется упора 9, совме- Н1ая тем самым первую ячейку со сквозным пазом 11, При этом вся первая стопа заготовок под собственным весом опускается вниз и нижняя заготовка оказывается на приемном столе 12. Включают привод толкателя 14 и он сталкивает нижнюю заготовку нервой стопы в желоб 13, перекрывая сквозной паз 11. Затем приводными роликами 21 заталкиватель (руба 20) первы.м ходом подает заготовку, .чежан1,ую в желобе 13 приемною ст),ча 12, в камеру 2 нагрева в строго определенное положение. Реверсивным движением |к):1иков 21 зата.ч- кнватель выводится из ка.меры 2 nai peBa. За1 отовка нагревается до необходимой тем- пе)атуры.
Включают привод прокатно1-о б.юка 3 и вторым ходом заталкиватель В1 1дает нагретую за1 отовку из камеры 2 нагрева в прокатный блок 3 до захвата ее рабочими валками блока, Осупгествляется прокатка заготовки. При этом заталкиватель реверсивным вращением роликов 21 отводится в исходное положение. Включается привод роликов 23 и центральным штоком 22 прокатанную заготовку гарантированно выдают из прокатного блока 3 в камеру 4 выгрузки в строго определенное ноложение. Затем 1)еверсивным вращением роликов 23 центральный шток 22 отводится в ис.ход- ное положение. В исходное положение отводится толкатель 14, При этом первая стопа заготовок опять опускается иод собственным весом, вторая снизу заготовка из этой стопы оказывается на приемном столе 12 и цикл повторяется. Когда все заготовки из первой стопы прокатают, корнус 6 контейнера нередвнгается по дни- niy до тех пор, пока заготовки второй cTOiHji не коснутся упора 9. Заготовки второй стопы под собственным весом опускаются в скбозной паз 11, а нижняя заготовка второй стопы оказывается на приемном столе 12.
Аналогично осугцествляется прокатка заготовок второй стопы, затем третьей и т. д. Во время работы стана осуществляют заполнение заготовками сменного контейнера. При этом объем партии заготовок целесообразно выбрать таким образом, чтобы время, затрачиваемое на их прокатку, было равно или кратно стойкости валков прокатного б. юка 3. Это позволит производить перевалки валков или рабочих клетей прокатного блока во время развакуумирования стана при загрузке очередного контейнера с заготовками в стан и выгрузке готового проката. Все сказанное сокращает время обслуживания стана, исключает возможные сбои при прокатке за счет обеспечения механизмами стана гарантированного местоположения каждой заготовки во всех необходимых положениях в стане при ее ipaHc- портировке и прокатке, повышая тем самым производипельность стана.
Формула изобретения
Вакуумный прокатный стан, содержащий приемный стол, установленные на одной технологической оси камеру загрузки, камеру
5
0
нагрева, прокатный блок, камеру вьи рузки и механизм задачи и выдачи заготовок, отличающийся тем, что, с целью повышения производительности, камера загрузки снабжена расположенным перпендикулярно технологической оси контейнером, состоящим из днища и корпуса, установленного с возможностью перемещения относительно днища поперек технологической оси стана, а внутреннее пространство корпуса разделено вертикальными перегородками, образ) ю- щими последовательный ряд ячеек, заполняемых сгруппированными в стопы заготовками, причем длина днища составляет не менее двух длин корпуса, посередине днища на оси перемещения корпуса установлен упор и в нижней часпи стенок и в вертикальных перегородках выполнены со- осно с упором ответные сквозные паз:., при этом в днище перед упором в направлении технологической оси стана В1:1пол- пен скнозной паз, габаритп1)10 размеры кото рого соответствуют наибол1,п1ей за10Т()нк(. из сортамента стана, ;j под днищем и р.ч- ЙОН1 сквозного паза установлен прием:.|ый
стол, который снаожен расположенным вдоль техно;1огической сх и желобом и ()Дным толкателем, размещенные. напротив же.юба так, что при перемещении luii ivroBKn в же.юо он перекрывает сквозной паз днип1а.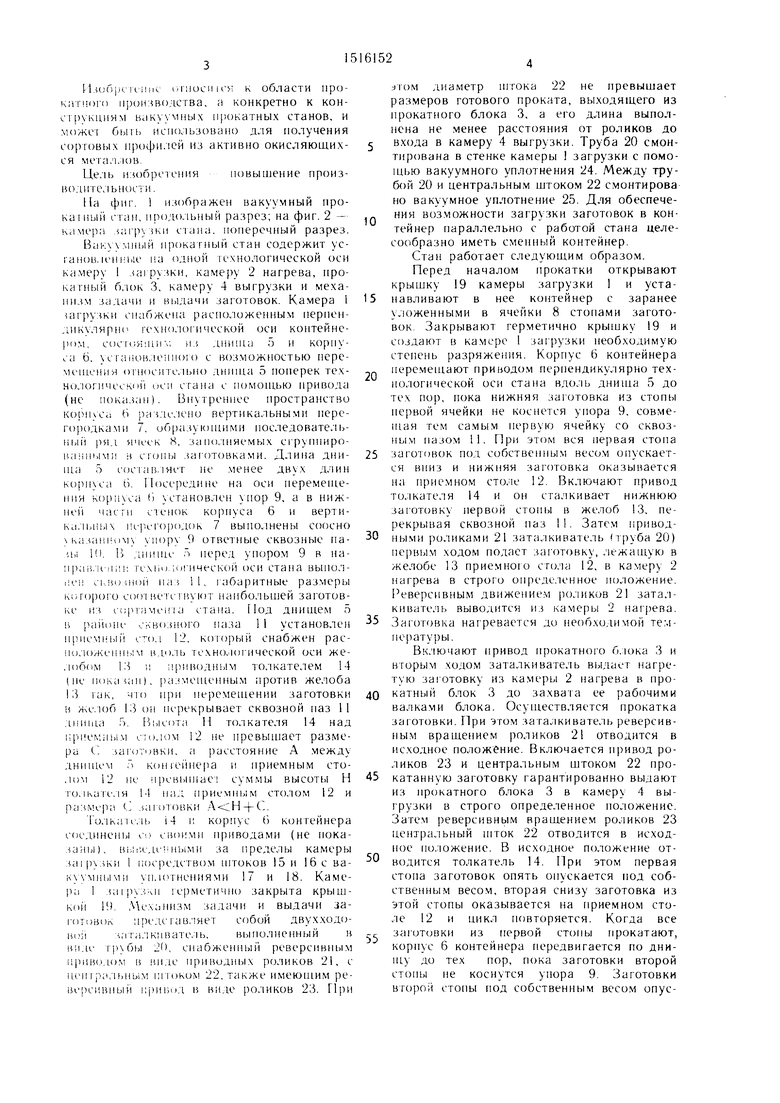
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечной прокатки полых профильных изделий | 1981 |
|
SU977088A1 |
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
| Передний стол стана продольной прокатки труб | 1980 |
|
SU874237A1 |
| СТАН ДЛЯ НАКАТКИ НАРУЖНЫХ РЕЗЬБ | 2009 |
|
RU2399454C1 |
| Передний стол стана винтовой прокатки | 1978 |
|
SU749466A1 |
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1400743A1 |
| Устройство для подачи гильз в трубопрокатный стан | 1984 |
|
SU1178518A1 |
| Агрегат для накатки зубчатых заготовок | 1987 |
|
SU1530315A1 |
| Способ непрерывной прокатки партии заготовок типа шаров и стан для его осуществления | 1979 |
|
SU782934A1 |
| СПОСОБ КОНТРОЛЯ ДЛИНЫ НАКАТКИ РЕЗЬБЫ ВИНТА | 2009 |
|
RU2408448C1 |
Изобретение относится к прокатному производству, а именно к конструкции вакуумных станов, и может быть использовано для получения сортовых профилей из активного окисляющихся металлов. Цель изобретения - повышение производительности. Вакуумный прокатный стан содержит камеру 1 загрузки, камеру 2 нагрева, прокатный блок, например из трех рабочих клетей 3, и камеру 4 выгрузки. Внутри камеры 1 загрузки смонтирован приемный стол 12 с направляющим желобом 13. Над приемным столом в камере загрузки 1 установлен контейнер, состоящий из днища 5 и корпуса 6. Внутреннее пространство корпуса 6 разделено вертикальными перегородками 7, образующими последовательный ряд ячеек, заполняемых сгруппированными в стопы заготовками. Корпус 6 контейнера перемещается перпендикулярно технологической оси стана по днищу 5 пока нижняя заготовка из стопы не коснется упора 9. После взаимодействия с упором вся первая стопа под собственной массой опускается вниз, а нижняя заготовка попадает на приемный стол 12. Толкатель 14 сталкивает нижнюю заготовку первой стопы в желоб 13, перекрывая сквозной паз 11. Заталкиватель первым ходом задает заготовку из желоба в камеру нагрева 2, а вторым ходом выдает заготовку из камеры нагрева в прокатный блок до захвата ее валками. После захвата начинается прокатка. Объем партии заготовок устанавливают равным и/или/ кратным стойкости валков блока 3. Это позволяет производить перевалки валков во время развакуумирования стана при загрузке очередного контейнера с заготовками в стан и выгрузке готового проката. Это позволяет сократить время на обслуживание стана по загрузке и выгрузке и повысить его производительность. 2 ил.
| Круппн А | |||
| В | |||
| и др | |||
| Вак умкые прокатные станы | |||
| - М.: Машиностроение, 1973, с | |||
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
| ВАКУУМНЫЙ ПРОКАТНЫЙ СТАНtjMw JiOTLUA | 0 |
|
SU190306A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
