Известны устройства для изготовления обкладок электролитических конденсаторов и приварки к ним проволочных выводов. Они содержат механизм подачи ленточной фольги, выполненный в виде двух валков, механизм подачи ленточных выводов, узел сварки вывода с фольгой, снабженный сварочным пуансоном, и мехапизм отрезки фольги.
Предлагаемое устройство отличается тем, что в нем механизм отрезки выполнен в. виде трапециевидного ножа, который соединен с двухзвенным рычажным механизмом и .опирается на снабженную режущей кромкой матрицу. Над верхней горизонтальной площадкой трапециевидного ножа размещен подпружиненный сварочный пуансон.
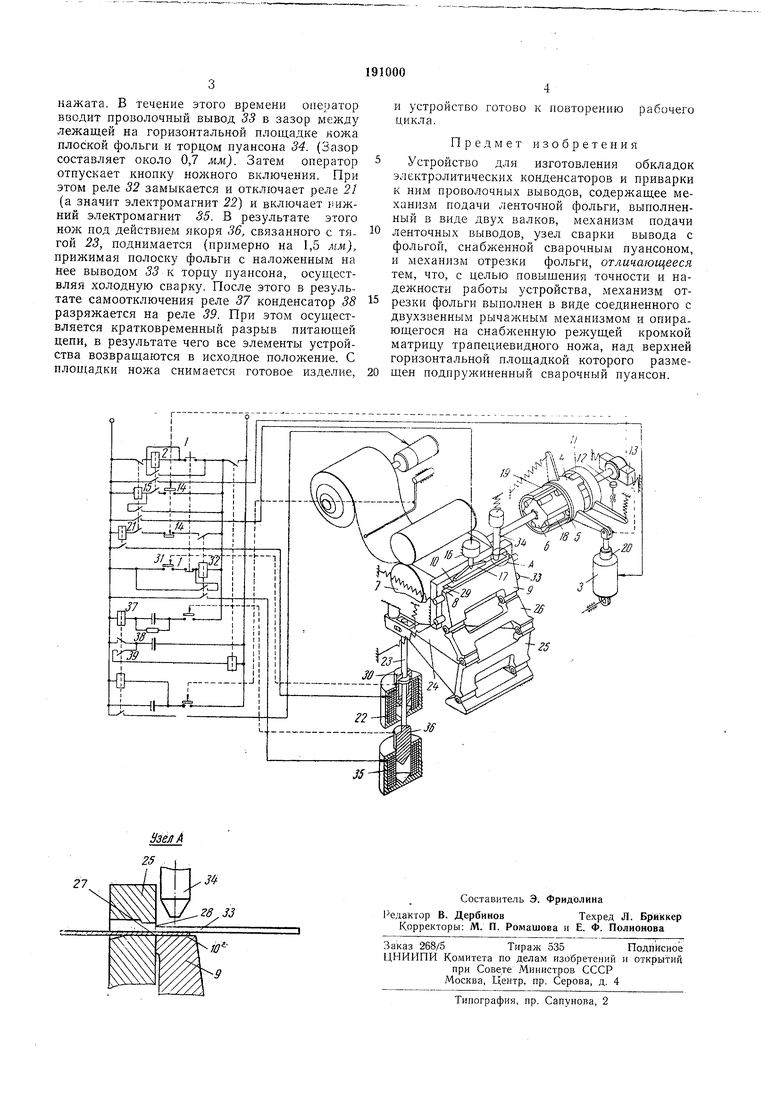
На фиг. 1 изобрал4ен общий вид и электрическая схема предлагаемого устройства; на фиг. 2 - узел А.
При нажатии кнопки / ножного включения реле 2 замыкается и включает электромагнит 3 подачи, который при помощи ведущего колеса 4, роликов 5 и звездочки 6 поворачивает ведущий барабан 7. Барабан подает на горизонтальную площадку 8 ножа 9 полоску фольги 10. Размер полоски зависит от углового положения регулировочного кольца // и может быть изменен винтом 12.
тормозом 13. В конце срабатывания электромагнита 3 переключается связанный с ним концевой переключатель 14. Он включает реле 15, которое, замыкаясь, отключает реле 2 (а значит и электромагнит 3) и включает электромагнит 16 прижима /7. При этом полоска фольги фиксируется на горизонтальной площадке ножа.
При обратном ходе ведущего кольца звездочка 6 блокируется роликами 18 и неподвилчным кольцом 19. В конце обратного хода якоря 20 переключается связанный с ним концевой переключатель 14, который замыкает реле 21, питающее электромагнит 22. Тяга 23 электромагнита 22 щарнирно соединена с рычагом 24, связанным с нижним звеном 25 двухзвенного рычажного механизма, верхнее звено 26 которого соединено с ножом. В результатс срабатывания электромагнита 22 нож движется вверх (примерно на 0,7 мм), отрезая при этом своей режущей кромкой 27 о кромку 28 матрицы 29 полоску фольги. При крайнем положении ножа расстояние между режущими кромками ножа и матрицы составляет около 0,5 мм. При этом замыкается, связанный с якорем 30 концевой замыкатель 31, подготавливающий к включению реле 32. Такое состояние про
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания ткани в ролики | 1936 |
|
SU54080A1 |
| Устройство для намотки секций конденсаторов с выводами | 1982 |
|
SU1053173A1 |
| Устройство для намотки секций рулонных конденсаторов | 1974 |
|
SU523464A1 |
| Автомат для изготовления апертурных карт | 1982 |
|
SU1118553A1 |
| Капустоуборочная машина | 1985 |
|
SU1281199A1 |
| УСТРОЙСТВО для СВАРКИ ПАКЕТОВ ИЗ ЛИСТОВЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1967 |
|
SU205268A1 |
| Устройство для контроля плотности цементогрунтовой смеси при строительстве ленточных фундаментов | 1982 |
|
SU1077978A1 |
| Останов для ленточного конвейера | 1985 |
|
SU1265115A1 |
| Устройство для изготовления секций конденсаторов с проволочными выводами | 1979 |
|
SU862254A1 |
| Устройство для обрезки и поперечной разрезки четырехтетрадных лагенов к линовально-тетрадному агрегату | 1962 |
|
SU152239A1 |
