Известна установка для иаяния продольных швов корпусов жестяной тары, склепанных из двух 1ЮЛОВИИ, состоящая из двух секций для автоматической поочередной пайки продольных yjBOB, транспортирующи.х, флюсующих, паяльных, очистных, охлаждающих устройств и устройства для иоворота корпуса тары на 180° для найки второго нродольного шва.
Предлагаемая установка отличается от известной тем,что устройство для поворота корнуса тары иа 180° установлено в начале второй, но ходу технологического процесса, секции и вьцюлнено в виде сектора с цаифамн, цериодически входящими в заценление с роликами, расположенными на оправке для цоворота корпуса тары, и подающей каретки, имеющей возможность возвратно-иоступательно перемещаться синхронно с транспортирующими устройствами. Такая конструкция уменьшает габариты установки и сокращает время цайки.
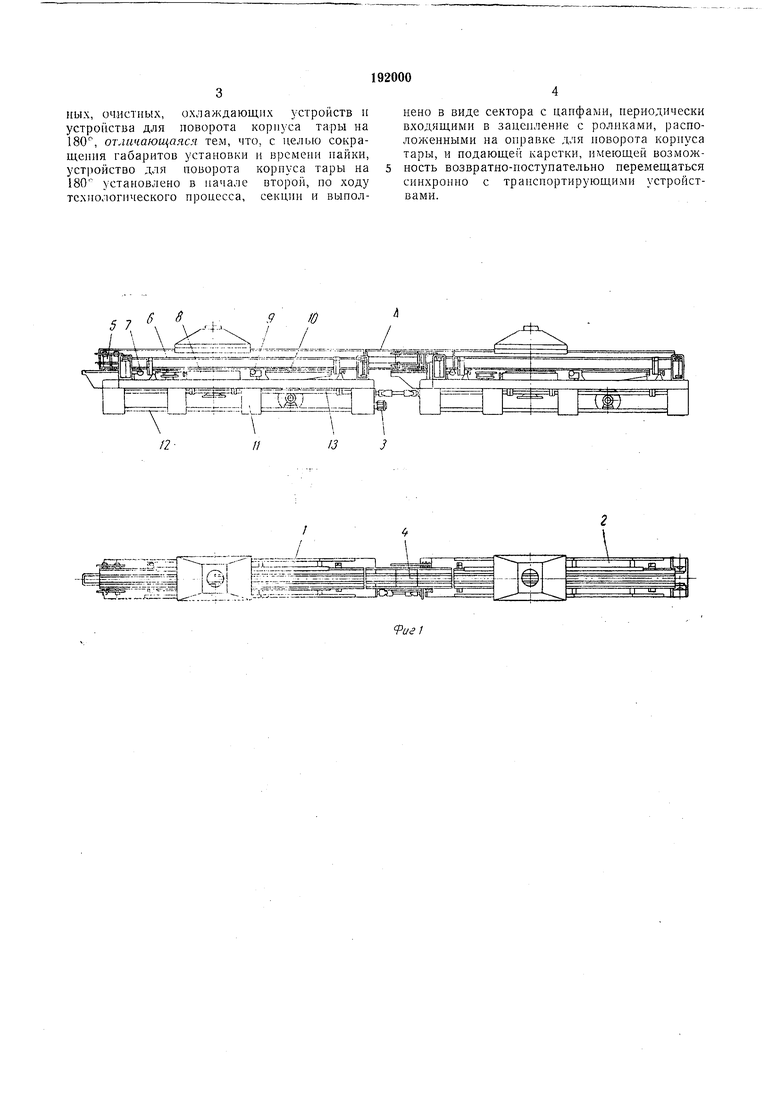
Описываемая установка изображена на фиг. I, 2 и 3.
Секции 1 п 2 (фиг. 1) соединены последовательно и работают от одного привода 3. Перед секцией 2 установлено устройство 4 для поворота корнуса тары. Каждая секция имеет приемное устройство 5 для приема корпуса тары, транспортирующее устройство 6, флюсующее устройство 7, паяльное устройство S, очистное устройство 9, охлаждающее устройство 10 н станину //. От привода вращеше передается главному валу 12 и распределительному валу 13, которые кинематически связать со всеми устройствами установки, обеспечивая автоматическую работу.
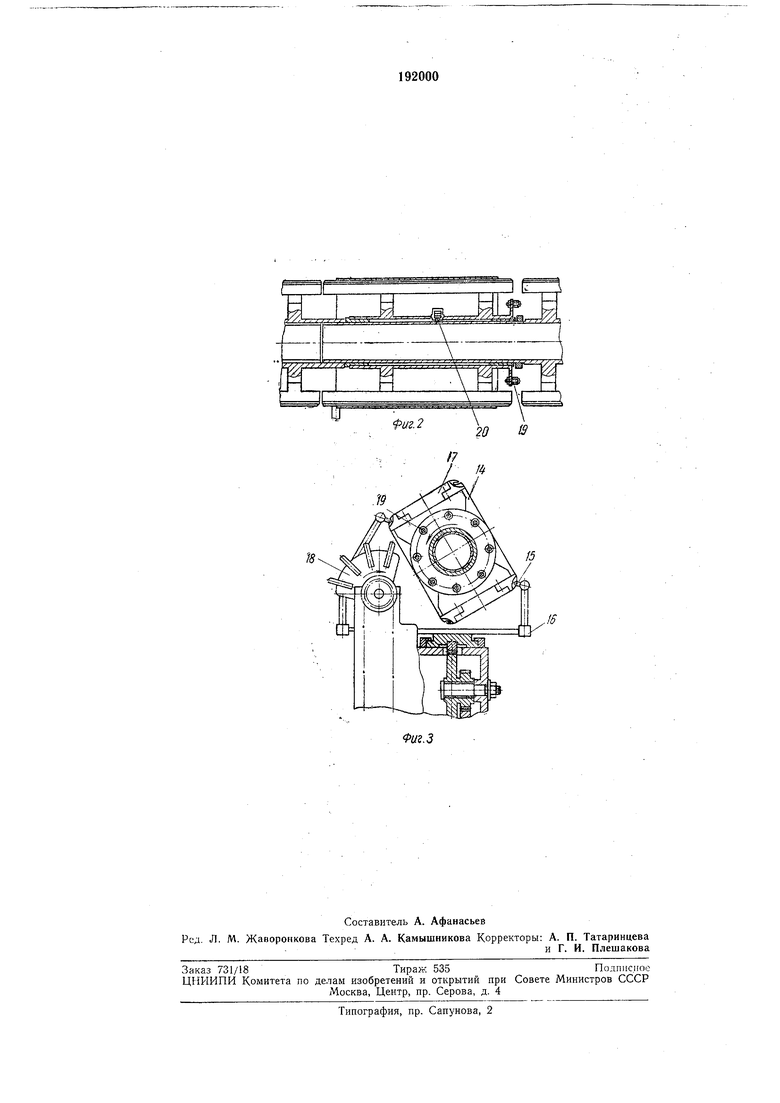
После пропайки одного продольного щва в первой секции в положении /1 корпус 4 тары (фиг. 2 и 3) забирается пальцами 15 каретки 16 и вводится на поворотную оправку 17. При ходе каретки назад цапфы сектора 18 входят в зацепление с роликами 19 поворотной оправки, образуя цевочное зацепление. Поворот сектора 18 на определенный угол обеспечивает поворот корпуса тары иа 180°, т. е. верхним щвом вннз. В этом положении онравка фиксируется фиксатором 20, а корпус тары пальцами каретки подается в транспортирующее устройство секции 2 для прохождения всех операций для пайки второго продольного шва.
Предмет изо б р е т е н и я
5
пых, очистных, охлаждающих устройств и устройства для поворота кориз са тары на ISO, отличающаяся тем, что, с целью сокращения габаритов установки и времени пайки, устройство для поворота корпуса тары на 180 установлено в начале второй, по ходу технологического процесса, секции и выполнено в виде сектора с цапфами, периодически входящими в зацепление с роликами, располол еиными на оправке для поворота корпуса тары, и подающей каретки, имеющей возможность возвратно-поступательно перемещаться синхронно с транспортирующими устройствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Устройство для пайки | 1986 |
|
SU1324787A1 |
| УСТАНОВКА ДЛЯ ГИБКИ ТРУБ ДЛЯ ЗЛ^ЕЕВИКОВ | 1973 |
|
SU408690A1 |
| Полуавтоматический станок для пайки | 1977 |
|
SU747639A1 |
| Устройство для пайки | 1972 |
|
SU555454A1 |
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
| Устройство для автоматического изготовления и припайки проволочных выводов к трубчатым керамическим конденсаторам | 1956 |
|
SU116760A1 |
| Автомат для изготовления электрическихКАТушЕК | 1979 |
|
SU807396A1 |
| Устройство для загрузки металлорежущего станка | 1986 |
|
SU1360967A1 |
| УСТРОЙСТВО для УПАКОВКИ в ТЕРМОСКЛЕИВАЮ11^ИЙС^^'^'''"ЗТГ?;д | 1972 |
|
SU345056A1 |
--г - I -. р1:Г1 -г. tiSSr ssSi
Фиг. 2
20 13
tit
