Известен способ изготовления армированных шлангов из термопластичного материала, например фторопласта-4, навивкой на вращающийся дорн термопластичного и армирующего материалов с последующим снеканием полученной заготовки. При таком изготовлении, однако, прилегание отдельных слоев термопластичной намотки является недостаточно плотным, что отрицательно сказывается при последующем спекании и, следовательно, на прочности шланга.
Предлагаемый способ позволяет ликвидировать эти недостатки путем введения существенно новых операций: перед навивкой и спеканием нолученной заготовки на дорн помещают формующий элемент, например пружину, в пазы между витками которой закладывают термопластичный жгут, после чего производят осевое сжатие торцов заготовки шланга формуюнхим элементом.
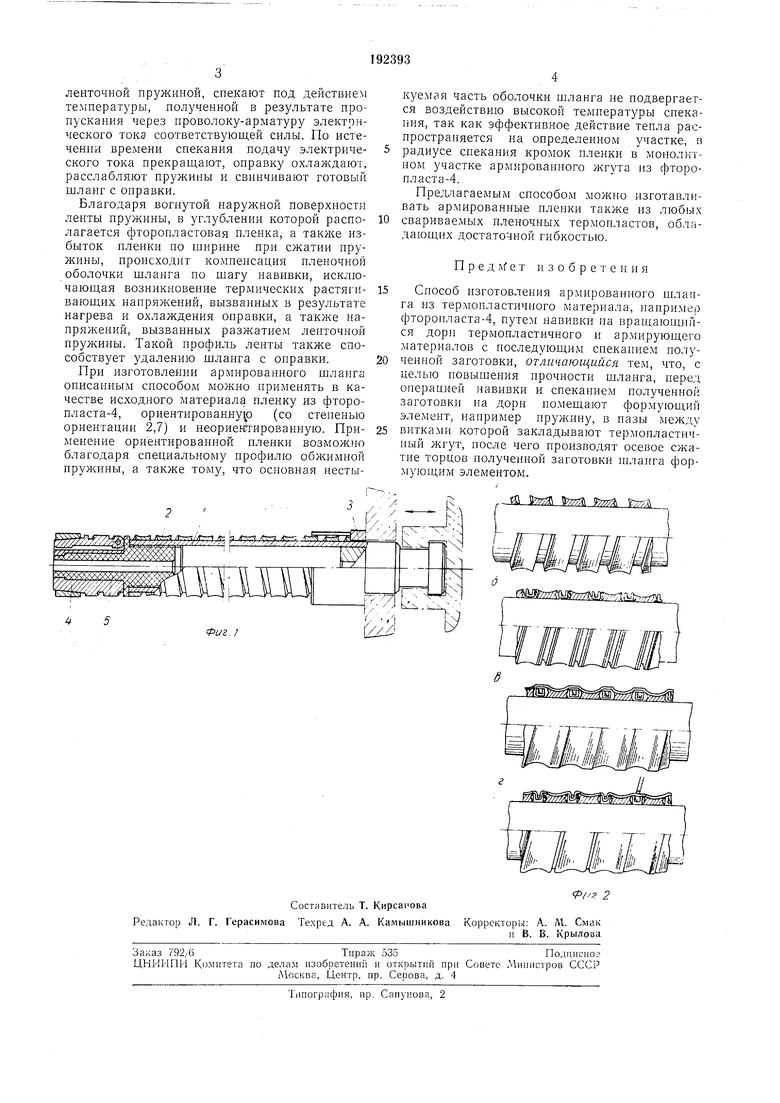
На фиг. 1 и 2 дана схема осуществления способа и несколько вариантов навивки.
На дорн /, изготовленный из стальной трубы, сверху надета ленточная пружина 2 сжатия, которая по торцам винтовой линии по всей длине имеет выемку, а сверху нротивоположно от касания с поверхностью дорна вогнутую поверхность.
ПИЯ начала и конца навивки, является оправкой, на которую навивают исходный материал.
Навивают материал следующим образом. В пазы между витками пружины (см. чертеж, вариант б) закладывают профильный жгут из фторопласта-4. Поверх жгута на. ширину, равную шагу навивки пружины плюс ширине жгута, накладывают внахлестку ленту из пленки (в), толщина которой может быть от 0,1 до 0,5 мм, в зависимости от диаметра изготовляемого шланга и армирующей проволоки.
На нахлеснутые кромки пленочного материала, расположенного над поверхностью жгута, накладывают проволоку-арматуру с таким натягом, чтобы вместе с проволокой она продавливалась бы в углубление паза жгута и нахлеснутые друг на друга кромкп пленки (см. вариант г).
По окончании навивки закрепляют концы навивочного материала обоймами и обжимают заармированный жгут. Пружины сжимают при помощи упора ее торца в закраину резьбовой втулки 5 и передающихся усилий сжатия, приложенных на торец противоположной концевой обоймы 3, которая, в свою очередь, свободно перемещается но поверхности дорна. Навитый на оправку шланг, сжатый и зафиксированный в таком положении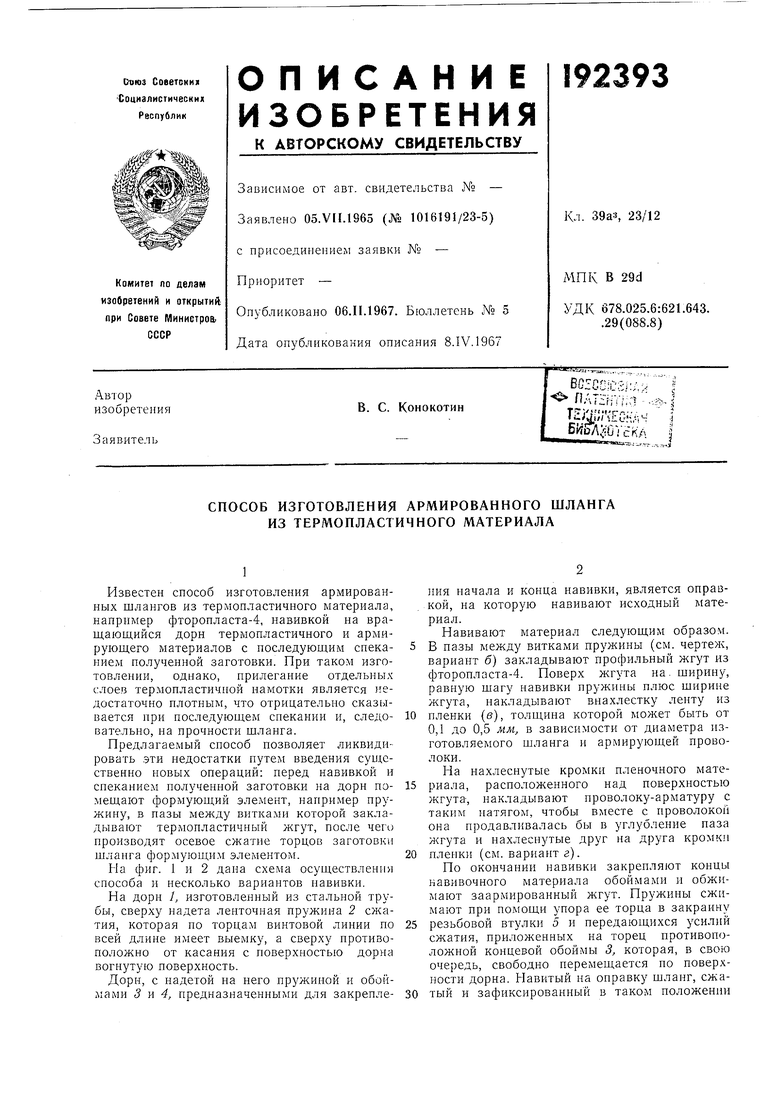
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1989 |
|
RU2030240C1 |
| Способ сборки резино-кордных оболочек | 1977 |
|
SU740519A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319886C2 |
| ТРУБОПРОВОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2177099C1 |
| ЛЕНТА БАНДАЖНАЯ ДЛЯ АРМИРОВАНИЯ ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДА | 2001 |
|
RU2187743C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ | 1995 |
|
RU2065118C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБОПРОВОДА | 2007 |
|
RU2344330C1 |
