Известно по авт. св. № 140654 устройство для профилирования кривых на цилиндрических кулачках, состоящее из цилиндрического барабана, несущего профилированную заготовку движений, рычаг и два ползуна, один из которых перемещается перпендикулярно оси барабана и связан с гибким элементом, вращающим барабан, а другой - перемещается параллельно оси барабана и несет салазки с профилирующим элементом, причем оба ползуна и салазки взаимодействуют с поворотным рычагом.
Предложенное устройство для механического профилирования кривых на цилиндрических кулачках представляет собой развитие и дальнейшее усовершенствование указанного изобретения и отличается тем, что оно снабжено смонтированным на салазках привода барабана винтом, перемещающим при вращении стойку с двумя зажимами, обеспечивающими на разных этапах профилирования кулачка соединение стойки с противоположными ветвями гибкой связи. Это обеспечивает образование полного замкнутого профиля цилиндрического кулачка с одной его установки.
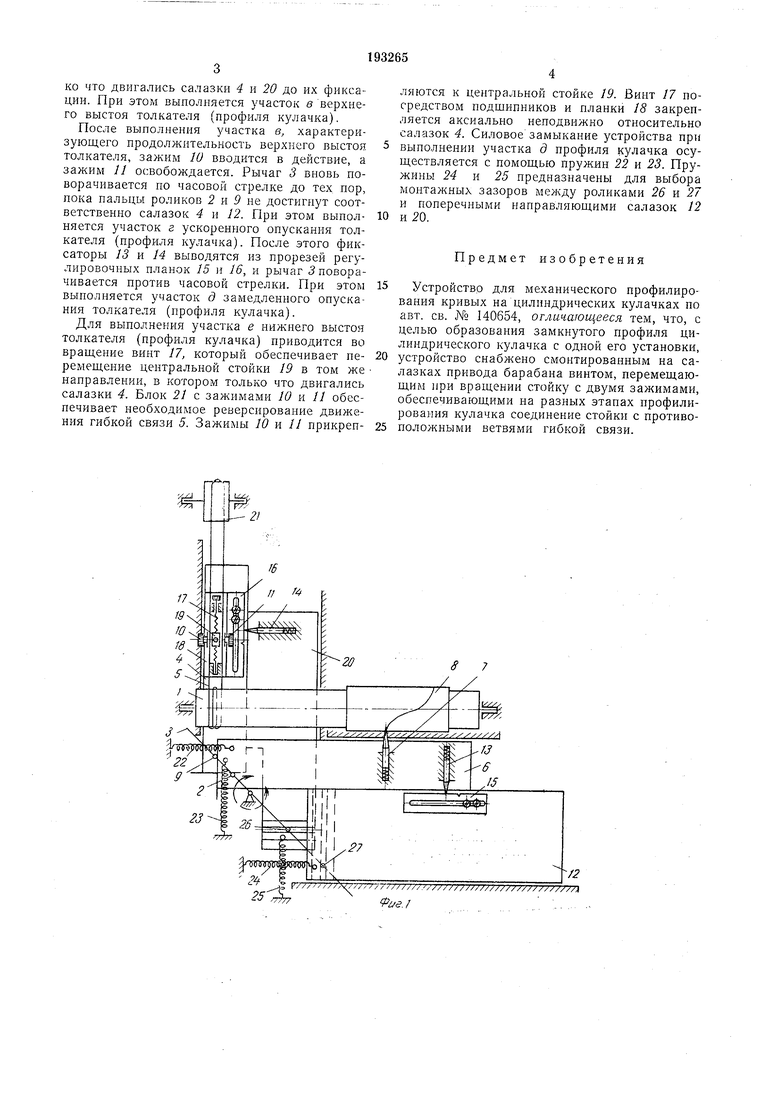
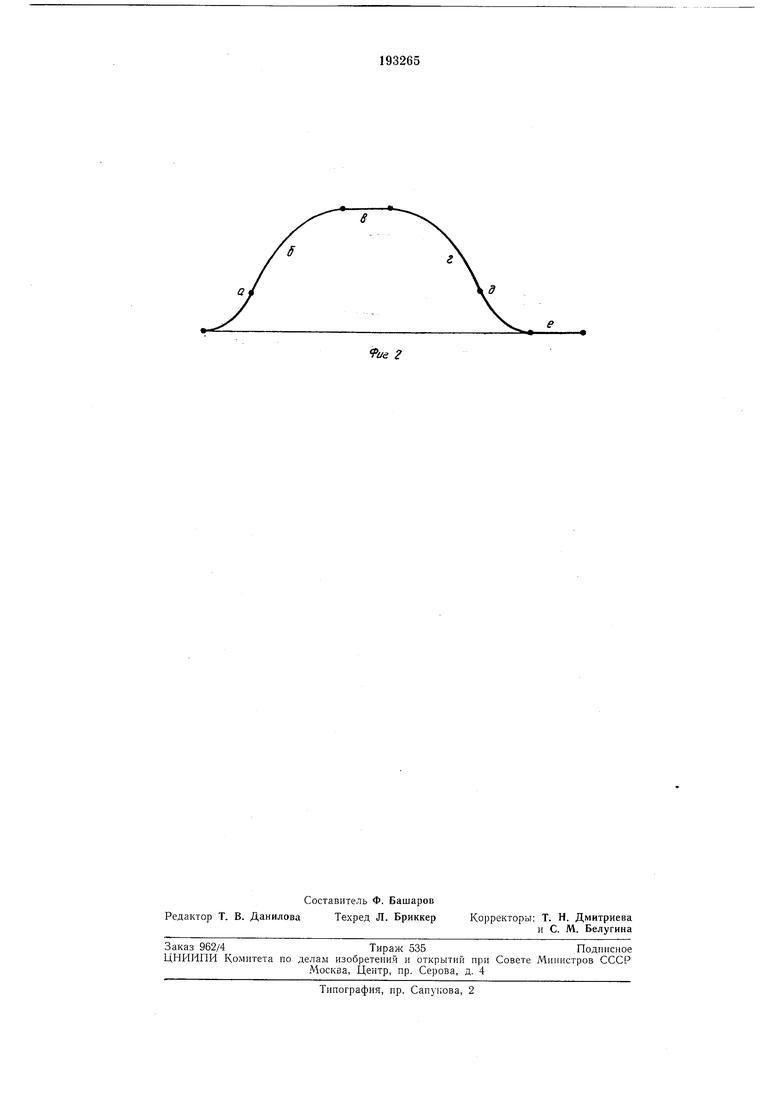
На фиг. 1 показана схема устройства для механического профилирования кривых на цилиндрических кулачках; на фиг. 2 - замкнутый профиль цилиндрического кулачка, разделенный на шесть участков (а, 6, в, г, д, е).
Цилиндрическая заготовка кулачка 1 посредством ролика 2, закрепленного на рычаге 3, вращающегося вокруг точки О, салазок 4 и гибкой связи 5, получает вращение, а салазки 6, несущие пальцевую фрезу (или пишущий элемент) 7, наносящий профилирование кулачка на барабан 8, получают движение от того же рычага 3 через ролик 9. Движение салазок 6 в сочетании с вращением заготовки обеспечивает образование определенного профиля кулачка на этой заготовке. Для выполнения участка а ускоренного подъема толкателя (профиля кулачка) зажим 10 полностью освобождается, а зажни 11 вводится
в действие. Рычаг 5 из своего исходного положения, параллельного салазкам 12 и 6, поворачивается по часовой стрелке до тех пор, пока не срабатывают в одно и то лее время фиксаторы 13 и 14. Синхронность работы фиксаторов обеспечивается регулировкой планок 1: и 16. После этого рычаг 3 поворачивается в обратном направлении до его первоначального положения. При этом выполняется участок б замедленного подъема толкателя (профиля
кулачка). Как только рычаг достигнет своего первоначального положения, начинает вращаться винт 17, закрепленный посредством специальной планки 18 на салазках 4. Вращаясь, винт 17 перемещает центральную стойко что двигались салазки 4 и 20 до их фиксации. При этом выполняется участок в верхнего выстоя толкателя (профиля кулачка).
После выполнения Зчастка в, характеризуюш,его продолжительность верхнего выстоя толкателя, зажим 10 вводится в действие, а зажим // освобождается. Рычаг 5 вновь поворачивается по часовой стрелке до тех пор, пока пальцы роликов 2 и 5 не достигнут соответственно салазок 4 и 12. При этом выполняется участок г ускоренного опускания толкателя (профиля кулачка). После этого фиксаторы 13 и 14 выводятся из прорезей регулировочных планок 15 и 16, и рычаг поворачивается против часовой стрелки. При этом выполняется участок д замедленного опускания толкателя (профиля кулачка).
Для выполнения участка е нижнего выстоя толкателя (профиля кулачка) приводится во вращение винт 17, который обеспечивает перемещение центральной стойки 19 в том же направлении, в котором только что двигались салазки 4. Блок 21 с зажимами 10 и 11 обеспечивает необходимое реверсирование движения гибкой связи 5. Зажимы 10 и // прикрепляются к центральной стойке 19. Винт 17 посредством подшипников и планки 18 закрепляется аксиально неподвижно относительно салазок 4. Силовое замыкание устройства при выполнении участка д профиля кулачка осуществляется с помощью пружин 22 и 23. Пружины 24 и 25 предназначены для выбора монтажных зазоров между роликами 26 и 27 и поперечными направляющими салазок 12 и 20.
Предмет изобретения
Устройство для механического профилирования кривых на цилиндрических кулачках по авт. св. № 140654, отличающееся тем, что, с целью образования замкнутого профиля цилиндрического кулачка с одной его установки,
устройство снабжено смонтированным на салазках привода барабана винтом, перемещающим при вращении стойку с двумя зажимами, обеспечивающими на разных этапах профилирования кулачка соединение стойки с противоположными ветвями гибкой связи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для механического профилирования кривых на цилиндрических кулачках | 1960 |
|
SU140654A1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| Станок полуавтомат для фрезерования спиральных канавок на валиках | 1956 |
|
SU109582A1 |
| ХРАПОВОЙ МЕХАНИЗМ | 1966 |
|
SU224984A1 |
| Горизонтально-ковочная машина | 1985 |
|
SU1291268A1 |
| Устройство для обработки штучных заготовок | 1990 |
|
SU1814951A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ПИТЬЕВОЙ СОЛОМИНКИ НА УПАКОВКЕ | 1989 |
|
RU2046738C1 |
| Устройство для обработки кулачков | 1979 |
|
SU795753A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СФЕРЫ НА ДЕТАЛЯХ ИЗ МЯГКИХ И ВЯЗКИХ МАТЕРИАЛОВ | 1970 |
|
SU272773A1 |
| СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРЯМОЙ И ПРОФИЛЬНОЙ ОТРЕЗКИ МЕРНЫХ ТРУБ ДВУМЯ РЕЗАКАМИ | 1970 |
|
SU271285A1 |
1 к//
э г / /
25
