Известные устройства для первичной упаковки радиодеталей с осевыми выводами между слоями полиэтиленовой ленты, содержащие кассету с упаковываемыми деталями, установленную на подвижной платформе, шаговый транспортер для подачи деталей, бобины с полиэтиленовой лентой, механизм для укладки радиодеталей между слоями полиэтиленовой ленты, механизм оплавления краев ленты, бобину для намотки на нее лент с упакованными между ними радиодеталями, механизм отрезки лент и нриводной механизм, не позволяют повысить производительность работы устройства.
В описываемом устройстве для первичной упаковки радиодеталей с осевыми выводами повышение надежности и производительности работы устройства достигиуто выполнением кассеты, размеш;енной на подвижной платформе, двухрядной, соединением платформы посредством реечной передачи и рычага с кулачком приводного механизма и соединением шагового транспортера посредством системы рычагов с двумя кулачками ириводного механизма, один из которых служит для управления горизоитальным, а второй - вертикальным перемещением транспортера.
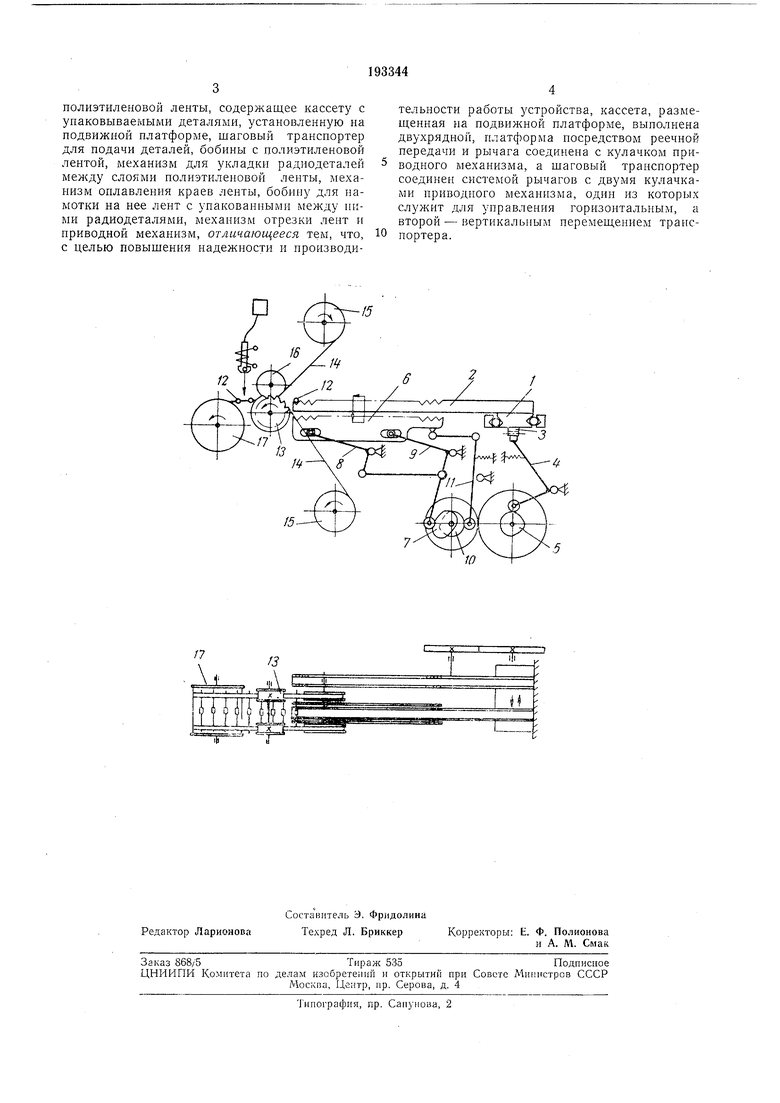
ся двухрядная кассета 2. Платформа / посредством реечной передачи 3 и рычага 4 соединена с кулачком 5 приводного механизма. Платформа / получает возвратно-поступательное движение с остановками в крайних точках.
В момент остановки платформы 1 шаговый транснортер 6 перемещается в вертикальном направлении от кулачка 7 приводного механизма посредством рычагов 8 и 9. Затем
0 транспортер 6 от кулачка 10 приводного механизма посредством рычага // перел ещается в горнзонтальном направлении и перекладывает радиодетали 12 в гнездах кассеты 2 на один
5 шаг вперед.
Крайняя радиодеталь 12 поступает в мехаиизм 13 укладки радиодеталей между слоями полиэтиленовой ленты 14, сматываемой с бобин 15. Склеивание полиэтиленовых лент 14 между coOoii после укладки радиодеталей производится посредством онлавления краеп полиэтиленовых лент с помощью прижимных роликов 16, нагретых до необходимой температуры. Полиэтиленовые ленты с уложенными
5 между ними радиодеталями и оплавленным П краями наматываются на бобину 17.
полиэтиленовой ленты, содержащее кассету с упаковываемыми деталями, установленную на подвижной платформе, шаговый транспортер для подачи деталей, бобины с полиэтиленовой лентой, механизм для укладки радиодеталей между слоями полиэтиленовой ленты, механизм оплавления краев ленты, бобину для намотки на нее лент с упакованными между пими радиодеталями, механизм отрезки лент и приводной механизм, отличающееся, тем, что, с целью повышения надежности и производительности работы устройства, кассета, размеш;енная на подвижной платформе, выполнена двухрядной, платформа посредством реечной передачи и рычага соединена с кулачком приводного механизма, а шаговый транспортер соединен системой рычагов с двумя кулачками приводного механизма, один из которых служит для управления горизонтальным, а второй - вертикальным перемеш,ением трапспортера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки радиодеталей с осевыми выводами | 1974 |
|
SU519363A1 |
| Устройство для упаковывания радиодеталей в клейкие ленты | 1985 |
|
SU1399215A1 |
| Устройство для упаковки радиодеталей | 1979 |
|
SU865704A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ РАДИОДЕТАЛЕЙ | 1973 |
|
SU367015A1 |
| УСТРОЙСТВО для МАРКИРОВКИ, ЛАКИРОВКЙТСУШК^Яи | 1964 |
|
SU165833A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ЗАГОТОВОК РАДИОДЕТАЛЕЙ | 1970 |
|
SU282109A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Устройство для контроля и сортировки радиодеталей по электрическим параметрам | 1990 |
|
SU1706073A1 |
| Линия для упаковки большегрузных мотков проволоки | 1979 |
|
SU880549A1 |
| АВТОМАТ ДЛЯ УПАКОВКИ РАДИОДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ С ОСЕВЫМИ ВЫВОДАМИ | 1966 |
|
SU181709A1 |