Известны установки для диффузионной Сварки в вакууме, содержащие рабочую вакуумную камеру, откачную вакуумную систему, механизм для сжатия свариваемых деталей и узел нагрева.
Предлагаемая установка повышает качество свар.ки и упрощает ее технологию благодаря тому, что механизм для сжатия свариваемых деталей выполнен в виде стержня, подпружиненного к дну рабочей камеры, а узел нагрева состоит из вольфрамовых стержней, образующих «беличье колесо.
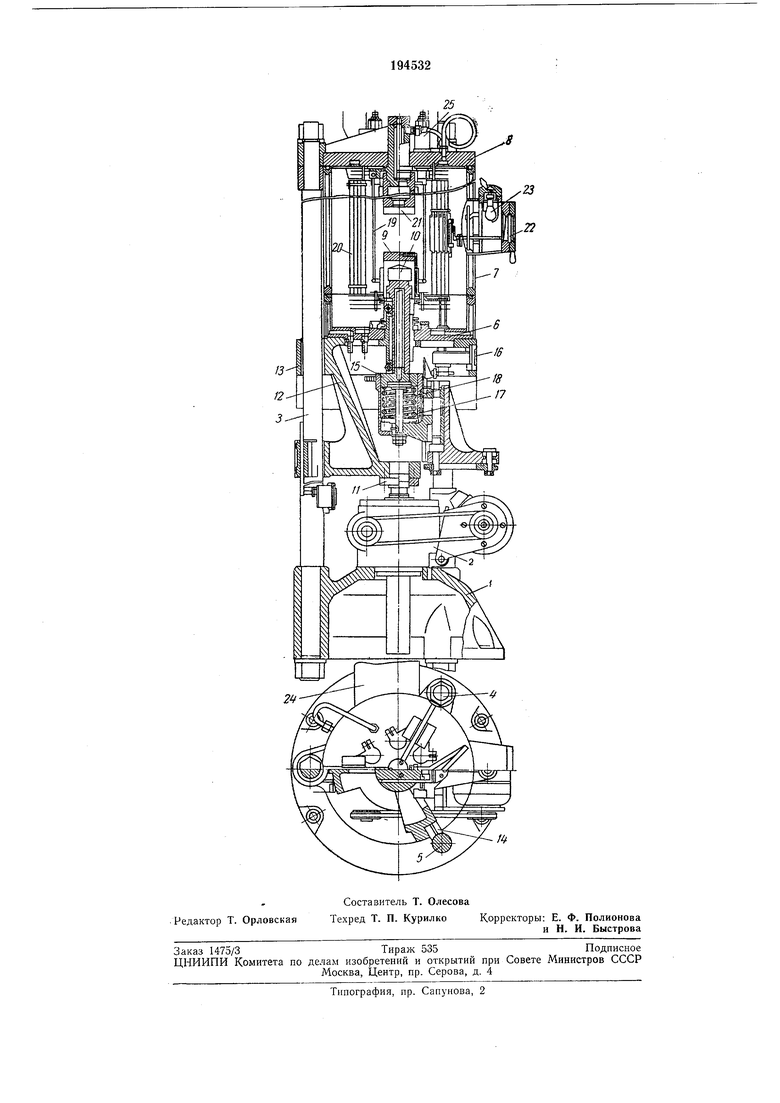
На чертеже схематично представлена предлагаемая установка, смонтированная на основании J. От привода 2 по направляющим колоннам 3, 4 и 5 перемещается дно 6 камеры 7, закрытой крышкой 8.
Когда дно камеры опущено, детали, подлежащие свар:ке, устанавливают на подкладке 9, покрывающей плоскость стержня 10. Закрывают камеру с ломощью привода 2, «а фланец ви;нта 11 которого опирается кронщтейн 12. На .кронштейне закреплено дно «амеры со стержнем 10, а также две направляющие ;втулки 13, скользящие по колонне 3, и два ролика 14, передвигающиеся по колоннам 4 и 5.
Пружинный механизм 15 обеспечивает сжатие свариваемых деталей, величина которого определяется «рИбором 16, регистрирующим осадку пружин 17 и 18.
Свариваемые детали вводятся в зону нагревателя 19, состоящего, из вольфрамовых стержней, образующих «беличье колесо. Тепло, излучаемое нагревателями, задерживается зкраиом 20, закрепленным на крыщке 8.
Стержень 10 под действием пружинного механизма можетПеремещаться на 10 мм, .поэтому высота пакета со свариваемыми деталями должна быть на 2-5 мм меньще, чем расстояние от подкладки 9 до торца упора 21. При малых высотах пакетов применяют дополнительные подкладки.
Для контролирования зазора между упором 21 н верх}шм торцом Пакета со свариваемыми деталями и наблюдения за нагревом свариваемых деталей в камере имеется смотровое окно 22 с Подсветкой 23. Откачивают воздух из камеры через патрубок 24. Нагреватель 19 соединен с токовводами 25, проходящими через крышку камеры.
Свариваемые детали устанавливают «а подкладке 9, покрывающей плоскость стерл ня 10.
С помощью .привода 2 дно камеры поднимается и закрывает камеру, из которой ротационные и 1паромасля:ные насосы откачивают воьдух. Управляют откачной системой с помощью специальных электромагнитных вакуумных
Когда в рабочей камере создается вакуум мм рт. ст., включают нагреватель, напря/к%ние на который подается через силовую цег1ь. лбктрониые терморегулятор и реле еремени обёойетивают не,9бходимую телтературу и время С:йа:рки. К свариваемым деталям с помощью прецизионного пружинного механизма Прикладывается необходимое усилие сжатия, которое снимается после охлаждения деталей до температуры 250-300 С. Охладив детали до температуры ниже 100-С, напускают воздух в камеру и -выгружают сваренные детали, для чего дно камеры опускается.
Предмет изобретения
Установка для диффузионной сварки в вакууме, содержащая рабочую вакуумную камеру, откачную вакуумную систему, механизм для создания усилия сжатия свариваемых деталей и узел нагрева, отличающаяся тем, что, с целью повышения -качества сварки и упрощения ее технологии, механизм для создания усилия сжатия выполнен в виде стержня, подпрул иненпого к дну рабочей камеры, а узел «агрева выполнен в виде «беличьего -колеса из вольфрамовых стержней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумная установка | 1988 |
|
SU1556851A1 |
| Способ диффузионной сварки и устройство для его осуществления | 1986 |
|
SU1449287A1 |
| Установка для диффузионной сварки в вакууме | 1990 |
|
SU1738557A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО КОРПУСА МИКРОЭЛЕКТРОННОГО УСТРОЙСТВА С КОНТРОЛИРУЕМОЙ СРЕДОЙ В ЕГО ВНУТРЕННЕМ ОБЪЕМЕ | 2017 |
|
RU2660799C1 |
| Устройство диффузионной сварки | 2017 |
|
RU2680170C1 |
| Устройство для диффузионной сварки в вакууме | 1978 |
|
SU682338A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
| Устройство для сварки деталей | 1975 |
|
SU563250A1 |
| Способ диффузионной сварки и устройство для его осуществления | 1983 |
|
SU1077734A1 |
| Способ диффузионной сварки | 1984 |
|
SU1274884A1 |