Известен способ контроля разностенности конусов засыпных аппаратов доменных печей с базированием на внутреннюю полость и выносом установочных рисок на наружные поверхности, с дополнительным определением толщины стенок конуса сверления восьми отверстий по образующей конуса.
Такой контроль разностенности не обеспечивает высокой точности определения толщины стенок, так как невозможно ручной дрелью просверлить все контрольные отверстия под одним углом к плоскости конуса .
С целью точного изготовления конуса и повыщения срока его службы, предлагается толщину стенок измерять бесконтактным индуктивным датчиком, размещенным внутри конуса, и штангой-линейкой, закрепленной с внешней стороны конуса.
Предлагаемый способ основан на базировании конусов при выставке на планшайбе до его обработки по внутренней поверхности.
Выставка конуса производится по двум сечениям в горизонтальных плоскостях выше ребер жесткости, расположенных внутри конуса на уровне посадочного пояса. Сечения выбраны на строго определенном уровне от плоскости планшайбы. Бесконтактный индуктивный датчик имеет возвратно-поступательное движение в горизонтальном и вертикальном направлениях. При достижении датчиком
заданного уровня он, перемещаясь к стенке конуса, занимает строго определенное положение относительно оси вращения планшайбы. Если конус выставлен правильно, т. е. его
ось вращения совпадает с осью вращения планшайбы, то зазор между внутренней поверхностью стенки конуса и индуктивным датчиком будет вполне определенным. Отклонения от этого расстояния в ту или иную сторону регистрируются прпбором, размещенном на пульте.
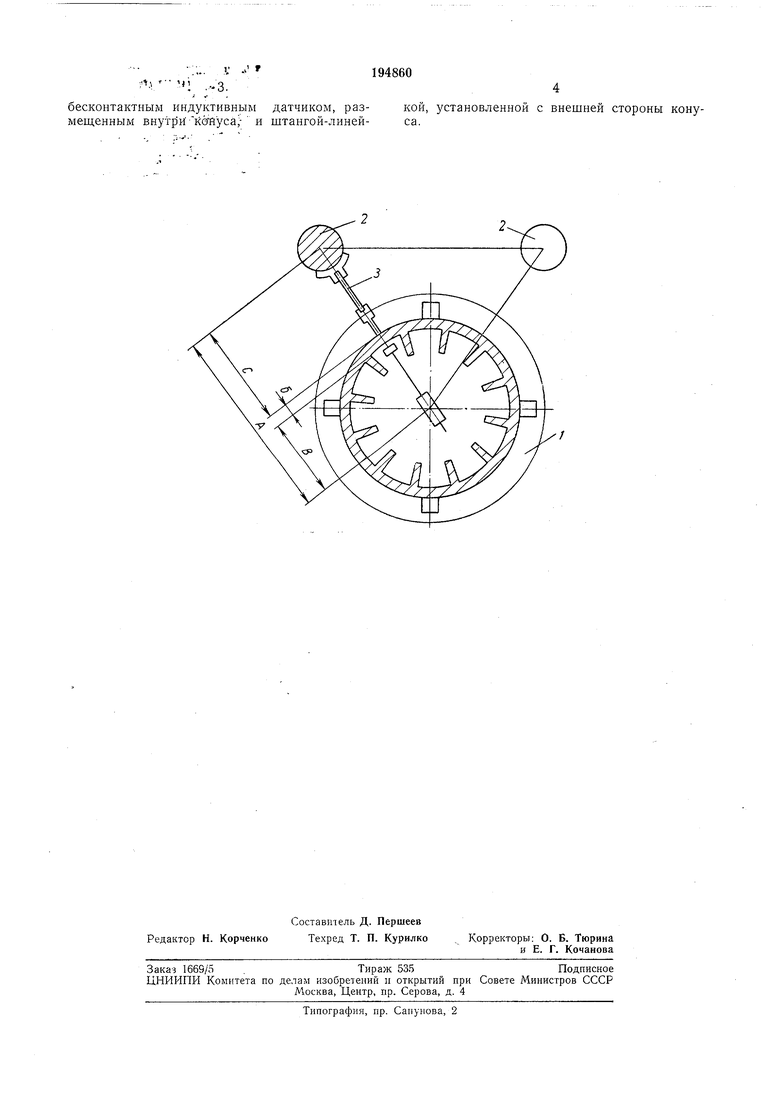
Для определения разностенности используется также штанга с измерительной линейкой, закрепленной с внешней стороны конуса. Расстояние между вертикальными осями планшайбы } (см. чертеж) и стойки 2 крепления штанги 3 с измерительной линейкой является постоянной величиной А. Размер В определяется инд,уктивным датчиком, а размер С -
при помощи штанги с измерительной линейкой. Толщина стенки конуса 6 А - (В + С).
Предмет изобретения
25
- - - 194860
„-3.4
бесконтактным индуктивным датчиком, раз- кой, установленной с внешней стороны конумещенным внутри кбт уса/ и штангой-линей-са.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения толщины стенки труб из ферромагнитных сплавов и устройство для его осуществления | 2022 |
|
RU2790307C1 |
| СПОСОБ ВЫВЕРКИ И КОНТРОЛЯ СООСНОСТИ ПРЕССОВОГО ОБОРУДОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2234386C1 |
| Способ определения фактического состояния канала ствола артиллерийских орудий и устройство для его реализации | 2023 |
|
RU2828997C1 |
| Устройство для контроля толщины стенок полых стеклоизделий | 1986 |
|
SU1368615A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С РЕЗЬБОВОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2386925C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПО АНАЛИТИЧЕСКОЙ ИНФОРМАЦИИ КОМПЕНСАТОРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2126305C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МЕЖОСЕВОГО РАССТОЯНИЯ ОТВЕРСТИЙ | 1998 |
|
RU2142612C1 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ РЕЗЬБЫ ТРУБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2342632C2 |
| АКУСТИЧЕСКИЙ ПРОФИЛОМЕР | 2014 |
|
RU2554307C1 |