Известен способ регулирования режима сварки при изготовлении прямошовных труб, при котором нагрев кромок осуществляют преимущественно токами высокой частоты, а регулирование режима - в зависимости от сигнала, вырабатываемого посторонним источником и проходящего через место схождения кромок. На существующем оборудовании, применяемом для высокочастотной сварки, величину осадки и стенень нагрева кромок, а следовательно, н качество сварки определяют визуально, что, естественно, приводит к увеличению брака.
По нредлагаемому способу в качестве сигнала используют ультразвуковую волну, возбуждаемую в стенке свариваемой трубы на расстоянии от свариваемого стыка и поступающую в исполнительный механизм регулирования.
Это позволяет з лучщить качество сварки.
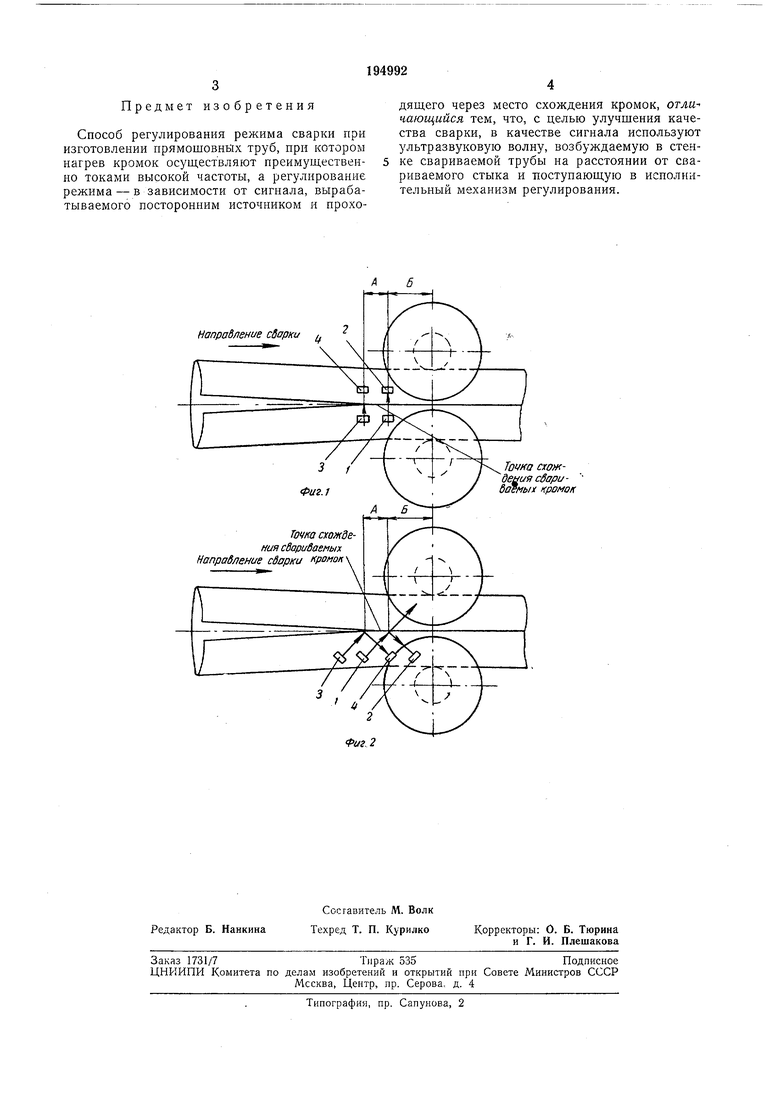
Па фиг. 1 показана схема контроля и регулирования процесса высокочастотной сварки с помощью ультразвукового устройства, определяющего положение точки схождения кромок по прохождению сигнала через место схождения кромок; на фиг. 2 - то же, с помощью ультразвукового устройства, определяющего положение точки схождения кромок по отражению сигнала от места схождения кромок.
Предлагаемый способ состоит в следуюп ем. Перед обжимной клетью (по ходу трубы) на расстоянии Б устанавливают излучатель / ультразвуковых колебаний, сигналы которого принимает приемник 2, расположенный по другую сторону стыка. Па расстоянии А от них располагают вторую пару излучательприемник 3-4. Расстояния А и Б выбирают таким образом, чтобы при хорошем качестве
сварпогб соединения точка схождения свариваемых кромок в процессе сварки не выходила за пределы расстояния А. При этом ультразвуковые сигналы будут приниматься приемником, расположенным ближе к обжимной клети, а второй из них принимать сигналов не будет, так как щов еще не сварен. В случае, если точка схождения свариваемых кромок выходит за пределы, ограниченные расстоянием А, будет нарущен порядок работы приемников. Соответствующий сигнал подается на исполнительные механизмы, которые регулируют и контролируют качество сварного соединения. Следить за положением точки схождения кромок можно также нутем
приема отраженных ультразвуковых сигналов. Схема такого способа контроля и регулирования представлена на фиг. 2. В зависимости от конструкции устройства количество и расположение излучателей и приемников может
Предмет изобретения
Способ регулирования режима сварки при изготовлении прямошовных труб, при котором нагрев кромок осуществляют преимущественно токами высокой частоты, а регулирование режима - в зависимости от сигнала, вырабатываемого посторонним источником и проходящего через место схождения кромок, отличающийся тем, что, с целью улучшения качества сварки, в качестве сигнала используют ультразвуковую волну, возбуждаемую в стенке свариваемой трубы на расстоянии от свариваемого стыка и поступающую в исполнительный механизм регулирования.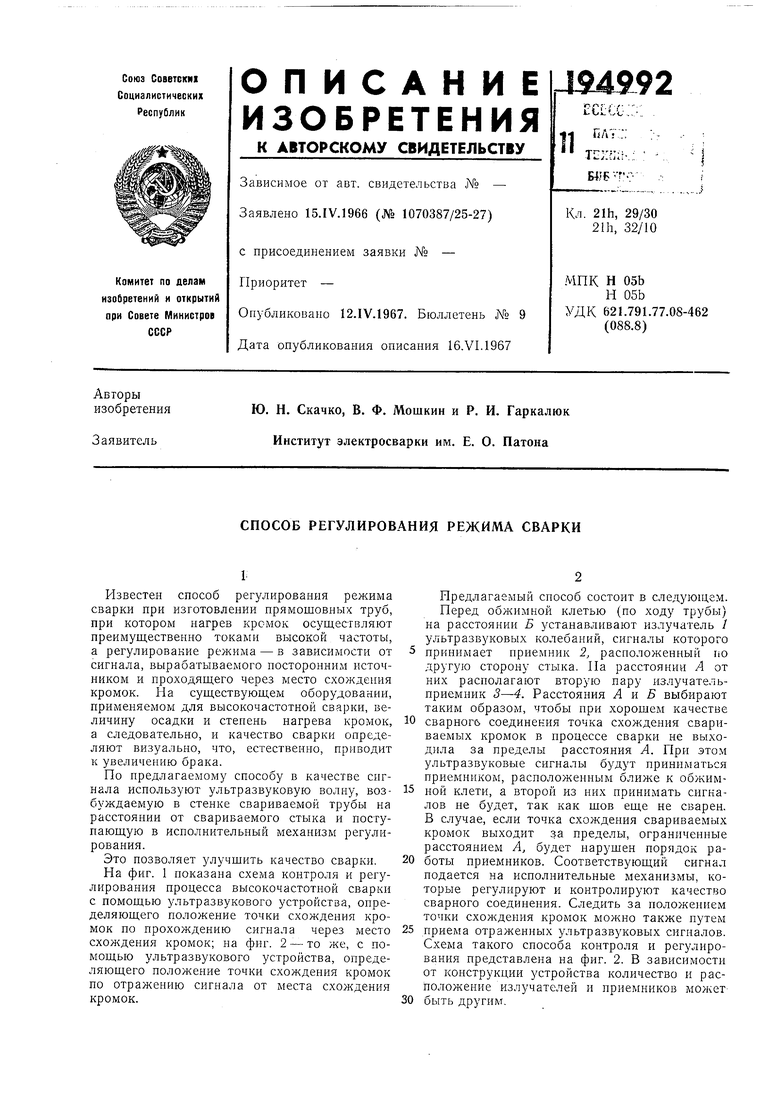
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля и автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU709297A1 |
| Способ контроля и автоматического регулирования процесса высокочастотной сварки | 1981 |
|
SU1016113A1 |
| Устройство для сварки прямошовных труб | 1976 |
|
SU764765A1 |
| Способ регулировки теплового режима высокочастотной сварки прямошовных труб | 1979 |
|
SU863249A1 |
| Способ автоматического регулированияпРОцЕССА ВыСОКОчАСТОТНОй СВАРКи | 1979 |
|
SU835679A1 |
| Способ изготовления прямошовных труб | 1978 |
|
SU774856A1 |
| СТАН ДЛЯ СВАРКИ ТРУБ | 1966 |
|
SU224734A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 1969 |
|
SU243751A1 |
| Способ изготовления сварных прямошовных труб | 1988 |
|
SU1622053A1 |
| СВАРОЧНАЯ КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 1992 |
|
RU2010641C1 |
Направление с&арки
Towa аождеаия сварибаемы и кромок
