Известен способ регулирования процесса высокочастотной сварки прямошовных труб с использованием фотоэлектрического пирометрического устройства для регулирования мощности нагрева трубной заготовки.
Предложенный способ отличается от известного тем, что в нем осуществляют продольное сканирование сигнала пирометрического устройства и величину смещения экстремального значения сигнала относительно заданной оси используют для .регулирования величины осадки свариваемых кромок путем воздействия на механизм, перемещающий валки осаживающей клети.
Такой способ регулирования процесса высокочастотной сварки позволяет повысить качество полученных сварных соединений.
В предложенном способе регулирования процесса сварки в качестве параметра регулирования мощности источника питания индуктора используется температура в точке схождения (сварки) соединяемых кромок, а для регулирования величины осадки - положение этой точки относительно оси валков осаживающей клети.
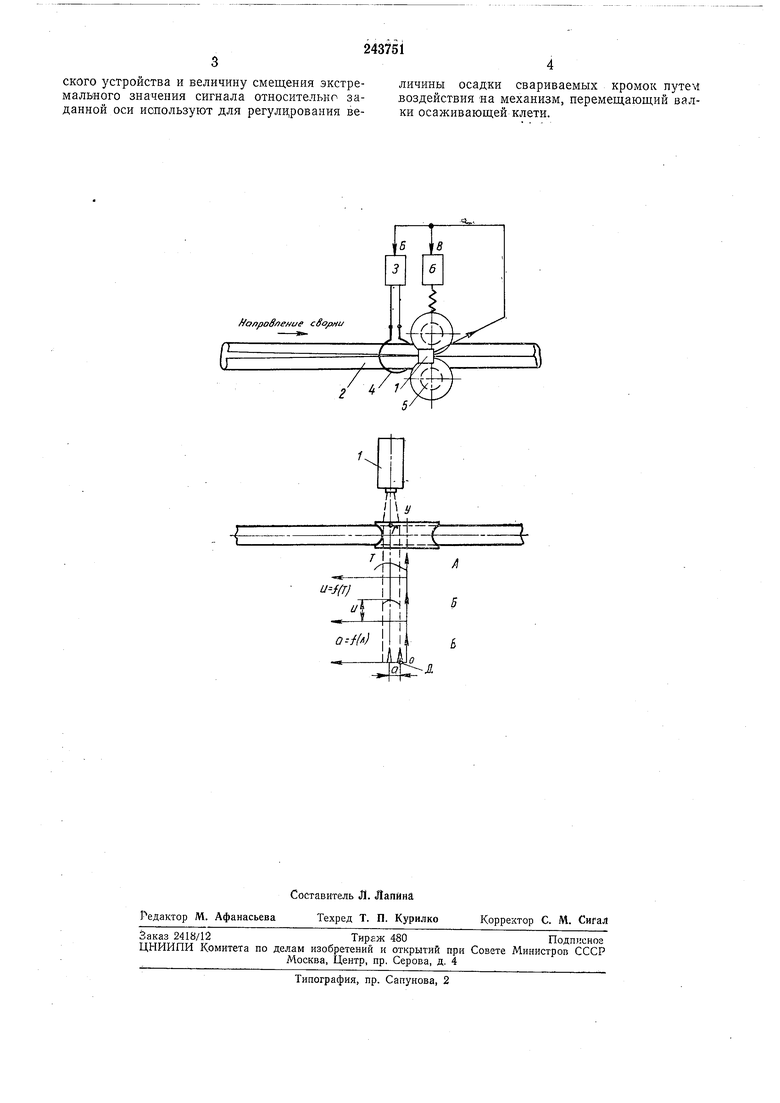
Предлагаемый способ иллюстрируется чертежом.
бы 2. Сигнал пирометра пропорционален местным температурам в зоне сканирования. В точке схождения (сварки) кромок (точка Г) температура максимальна и ей соответствует экстремальная величина сигнала пирометра (графики А я Б).
Изменение величины экстремального сич нала используется для управления мощлостью источника питания 3 индуктора 4. Изменение ноложения экстремального сигнала по отношению начала развертки Д (график В), жестко зафиксированного относительно оси О-У валков 5, используется для регулирования величины осадки кромок трубы путем воздействия на механизм 6, перемещающий валки осаживающей клети. Для устранения влияния загрязнения атмосферы на работу пирометра в промежуток: объектив пирометра - поверхность трубы, подается струя сжатого воздуха.
Предмет изобретения
Способ автоматического регулирования высокочастотной сварки прямощовных труб с
использованием фотоэлектрического пирометрического устройства для регулирования мощности нагрева кромок трубной заготовки, orличающийся тем, что, с целью повыщения качества сварных соединений, осуществляют проского устройства и величину смещения экстремального значения сигнала относительно заданной оси используют для регули;рования величины осадки свариваемых кромок путем воздействия на механизм, перемещающий валки осаживающей клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ РАДИОЧАСТОТПОЙ СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 1967 |
|
SU202381A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА СВАРКИ | 1967 |
|
SU194992A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1971 |
|
SU423588A1 |
| Способ изготовления труб | 1971 |
|
SU442632A1 |
| Способ изготовления сварных прямошовных труб | 1991 |
|
SU1787055A3 |
| Способ регулировки теплового режима высокочастотной сварки прямошовных труб | 1979 |
|
SU863249A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1985 |
|
SU1348118A1 |
| ВНУТРЕННЯЯ ОПРАВКА К СТАНУ ВЫСОКОЧАСТОТНОЙ СВАРКИ ТРУБ | 1972 |
|
SU356010A1 |
| Способ изготовления прямошовных труб | 1978 |
|
SU774856A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб большого диаметра | 1975 |
|
SU564123A1 |
/
Л/;
