Известны устройства для иаправления сварочной головки по строку с индуктивным датчиком, блоком управления и исполнительным двигателем.
Предложениое устройство отличается тем, что датчик выполнен в виде индуктивной катушки и расположен лишь над одной из свариваемых поверхностей на определенной фиксированной высоте, которая устанавливается ферритовым стержнем, размещенным в центре датчика.
Чувствительность датчика максимальна, если он находится непосредственно над стыком. При сдвиге в стороиу снижается не только его чувствительность по отношению к стыку, ио и влияиие на датчик второй кромки. Подбором компромисного расстояния иаходят рабочую точку, з которой чувствительность датчика по отношению к стыку достаточно высока, в то время как на превышение кромок он практически ие реагирует. В результате значительно унростилась конструкция блока слежения. За счет ликвидации дополнительиой погрешности, вызванной наличием специального датчика, реагирующего на превышение кромок, повысилась точность всего устройства.
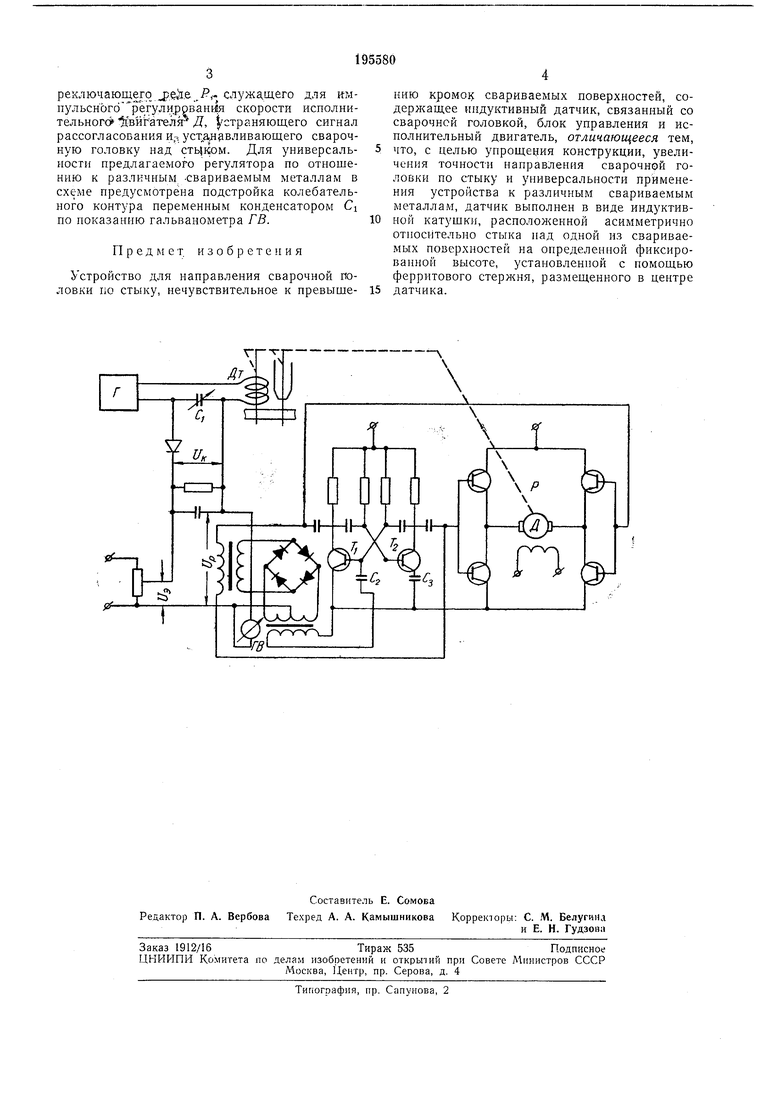
Генератор высокой частоты Г подключен к колебательному контуру, состоящел у из конденсатора Ci и индуктивного датчнка Дт, связанного со сварочной головкой и расположениого на некотором расстоянии от стыка.
Индуктивиость датчика зависит от смещения сварочной головки отиосителы-ю стыка.
Разностный сигиал f/p, получаемый в результате сравнения напряжения Ск на выходе узла слежения с эталонным наиряжением ид, поступает на модулятор в качестве регулирующего напряжения. Выходное напряжение мультивибратора подается на модулятор в качестве опорного напряжения. При наличии разностного сигнала, поданного на модулятор, с выхода модулятора на базы триодов TI и Т.2 через коиденсаторы связи €-2 и Сз подается неременное напряжение с частотой мультивибратора. Фаза этого наиряжения определяется полярностью регулирующего нанряжения.
За счет донолнительиой подачи на базы указанных триодов переменного напряжеиия, скважность импульсов на выходе мультивибратора будет изменяться пропорциоиальио величине и знаку разностного напряжения. С выхода мультивибратора сигнал постуреключающего рей:е,,- служа щего для импульсного регулиррвания скорости исполнительного IBribaTejiH Д, | страняющего сигнал рассогласования и- уст адзвливающего сварочную головку над стцком. Для универсальности предлагаемого регулятора по отношению к различным, -свариваемым металлам в схеме предусмотрена подстройка колебательного контура переменным конденсатором Cj по показанию гальванометра ГВ.
Предмет, изобретения
Устройство для направления сварочной половки по стыку, нечувствительное к превышению KpOMOi свариваемых поверхностей, содерл ащее индуктивный датчик, связанный со сварочной головкой, блок управления и исполнительный двигатель, отличающееся тем, что, с целью упрощения конструкции, увеличения точности направления сварочной головки по стыку и универсальности применения устройства к различным свариваемым металлам, датчик выполнен в виде индуктивной катушки, расположенной асимметрично относительно стыка над одной из свариваемых поверхностей на определенной фиксированной высоте, установленной с помошью ферритового стержня, размещенного в центре
датчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЯ ЭЛЕКТРОДА ОТНОСИТЕЛЬНО СВАРИВАЕМОГО ШВА | 1967 |
|
SU198476A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1980 |
|
SU899295A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1983 |
|
SU1166941A1 |
| Электромагнитный дифференциальный датчик | 1976 |
|
SU650747A1 |
| БЕСКОНТАКТНЫЙ КОМБИНИРОВАННЫЙ ДИФФЕРЕНЦИАЛЬНЫЙ ДАТЧИК | 1967 |
|
SU191710A1 |
| ФОТОЭЛЕКТРИЧЕСКОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО | 1971 |
|
SU298443A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Комбинированный датчик | 1977 |
|
SU715250A2 |
| АВТОМАТ ПОДВЕСНОГО ТИПА ДЛЯ ДУГОВОЙ СВАРКИ | 1972 |
|
SU326026A1 |
| Датчик слежения за стыком | 1988 |
|
SU1785855A1 |
