Известен станок для изготовления непрерывных пластмассовых труб, содержащий неподвижную консольную оправку, систему вращающихся вокруг нее рамок с уста гавленными на них барабанами ленточного полимерного материала, нагреватель в внде трубчатой камеры и нодаватель роликового типа для стаскивания трубы с оправки. Такой станок предназначен для получения неребристых (гладких) витых труб. Однако эти трубы имеют малую жесткость и прочность. Для обеспечения необходимой прочности они должны нметь значительную толщину стенки.
Основное отличие предлагаемого станка для навнвки труб от известного заключается в том, что оправка выполнена в виде формиру рщего винта, жестко соединенного с новоротной рамой и нагревателем. Пленка навивается на вращающийся винт со щвом внахлестку. Непрерывная труба получается с выпуклыми спиральными ребрамн. Прочность и жесткость получаемых труб в основном создается за счет ребер, которые располагаются на трубе с определенным щагом и имеют определенную высоту. Наличие ребер на трубе дает возможность получать легкие и прочные трубы из пленки толщиной 0,4-1,0 мм. Станок может быть изготовлен для получения непрерывных ребристых труб различных диаметров (от 10 мм и
менее до 1000 мм и более) различным шагом и высотой ребер.
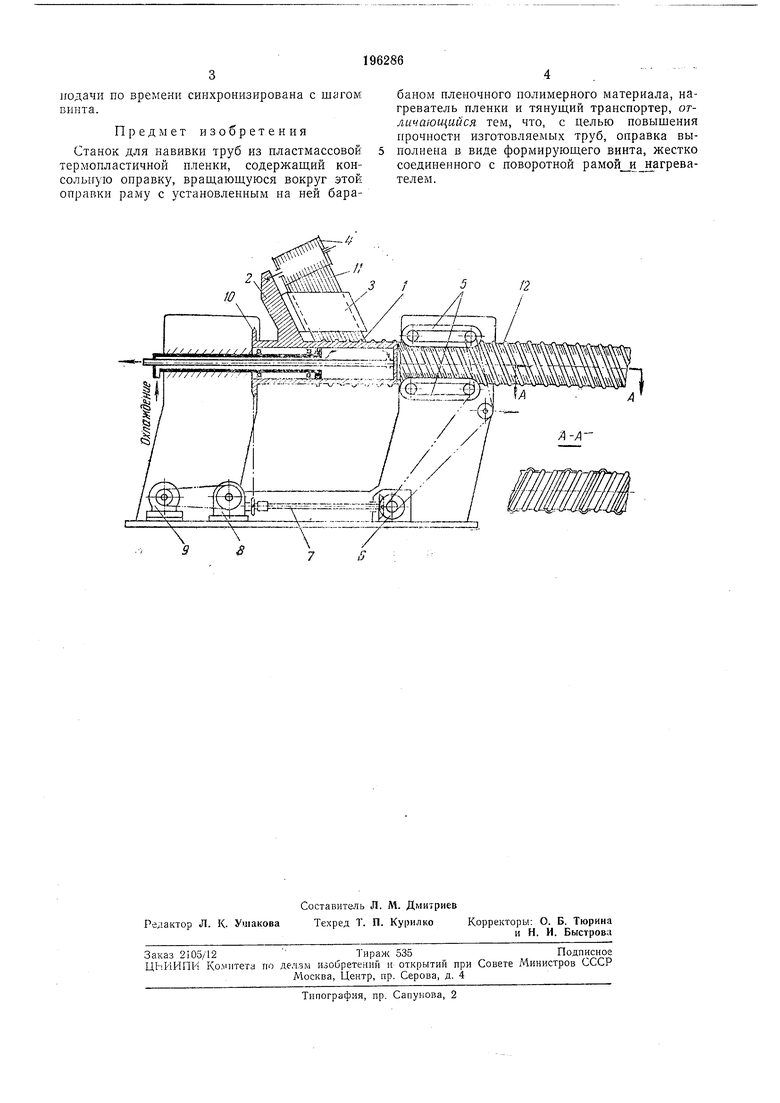
На чертеже изображен предлагаемый станок для навивки труб.
Лента пластмассовой пленки толщиной 0,4- 1,0 мм формуется в непрерывную ребристую трубу на формирующем винте /, соединенном с вращающейся рамой 2, на которой закреплены нагреватель 3 и барабан 4 с пленкой.
Сформованная труба стаскивается с винта / подающим механизмом 5 цепного типа, который через цепную передачу, конические щестерни 6, вал 7 и червячный редуктор 8 соединен с двигателем 9.
Через цепную передачу от червячного редуктора 8 вращение передается звездочке W и соединенной с ней раме 2.
Непрерывная ребристая труба формуется следующим образом. Пластмассовая лента 11, разматываясь с барабана 4, проходит через нагреватель 3 и, размягченная до пластического состояния, наматывается со щвом внахлестку на вращающийся охлаждаемый формирующий винт 1, где, охлаждаясь, формуется в ребристую трубу 12. Вращающийся формирующий винт как бы вывинчивается из сформованной трубы 12 и перемещает ее в подающий механизм 5, который передвигает трубу и одновременно удерживает ее от вращения. Величина подачи по времени синхроиизирована с шагом винта. Предмет изобретения Станок для навивки труб из пластмассовой термопластичной пленки, содержаш,ий консольную оправку, вращаюш,уюся вокруг этой оправки раму с установленным на ней барабаном пленочного полимерного материала, нагреватель пленки и тяиущий траиспортер, отличающийся тем, что, с целью повышения прочиости изготовляемых труб, оправка выполнена в виде формируюш,его винта, жестко соединенного с поворотной рамой и нагревателем.