Извеетпы литейные формы для термитной еварки е реакционным пространством для термитной сварки арматурных стержней методом нромежуточного литья без нреднарительного подогрева, состоящие из двух половип, имеющие полости для термитного облива, отверстия для укладки стержней п каналы с приемными камерами.
Предлагаемая литейная форма отличается от известных тем, что, с целью повышения качества сварки арматурных стержней в вертикальном положении, полости для термитного облива выполнены в виде двух усеченных конусов, примыкающих друг к другу своими оспованпями, а лтннковый канал расположен в верхней третн формы, места стыковаиия конусов. С целью устранення иодрезки в месте сварки переход от полости для термитного облива в верхней части к отверстию для укладки стержией вынолнен с зазором, с целью обеспечения качественного расплава, переход от полости для термитного облива в нижней части к отверстию для укладки стержней выполнен в виде кольцевой выточки, сообщающейся с приемиой камерой.
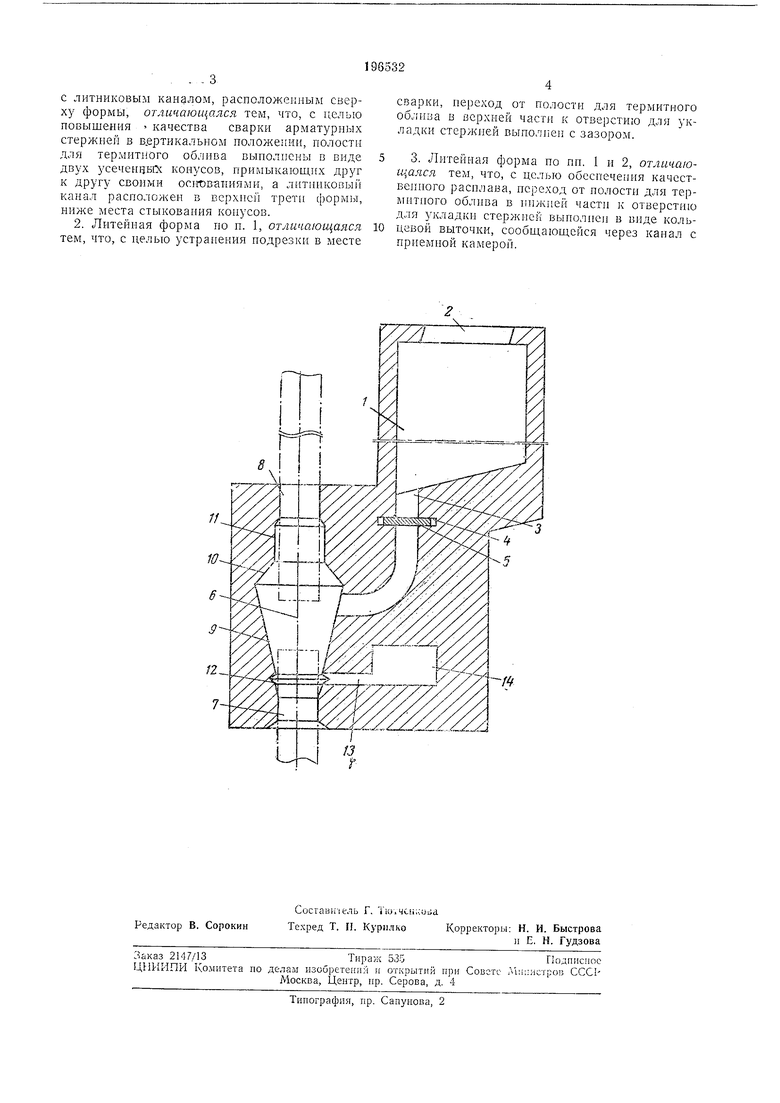
На чертеже показано поперечное сечение описываемой литейной формы.
ку 4 которого зставлспа разделительная нластима 5. Нижняя часть заливного канала, закруглена по радиусу, н в литейную форму 6 он выходит нерпендикулярно осп стержней. Диa;vIeтp нижнего 7 и верхиего 8 отверстий соответствует диаметру арматурных стержней. 1 основанию расщиряющегося усеченного конуса 9 примыкает конус 10.
Переход II от верхнего конуса W к верхнему отверстию 8 выполнены, с зазором, а переход 12 от 1И1жнего конуса 9 к ги1 кнему отверстию 7 выполнен в виде кольцевой выточкн, сообщающейся через канал 13 с приемной камерой 14.
Благодаря цилиидрпческой выемке (зазору) // оплавление, возг1икавшне в верхней части стержня, удалось ликвидировать. Кольцевая выточка 13 обеспеч 1вает качественный расплав.
Установка литейной формы осуществляется такнм образом, чтобы середина заливного канала прнходилась на уровне конца верхнего прутка.
П р е д мет и з о б р е т е н н я
1. Литейная форма для термитной сварки
арматурной стали, состоящая из полости для
. . - 3
с литниковым каналом, расположенным сверху формы, отличающаяся тем, что, с целью повышения качества сварки арматурных стержней в вертикальном положении, полости для TepMHTjiOro облива выполнены в виде двух усеченцБОс конусов, примыкающих друг к своими осггованиями, а литинковый канал расположен в верхней трети формы, ниже места стыковаиня конусов.
2. Лнтейная форма по п. 1, отличающаяся тем, что, с целью устранения подрезки в месте
сварки, переход от полости для термитного облпва в верхней части к отверстию для укладки стержней выполнен с зазором.
3. Литейная форма по ни. 1 и 2, отличающаяся тем, что, с целью обеспечения качествениого расплава, нсреход от нолостн для термитного облива в нижней частн к отверстню для укладкн стержней выполнен в виде кольцевой выточкн, сообщающейся через канал с приемной камерой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ТЕРМИТНОЙ СВАРКИ | 1967 |
|
SU190181A1 |
| Литейная форма для термитной сварки | 1987 |
|
SU1426729A1 |
| Форма для термитной сварки арматурных стержней | 1990 |
|
SU1808586A1 |
| Литейная форма для термитной сварки | 1988 |
|
SU1496965A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2012 |
|
RU2559388C2 |
| Форма для термитной сварки | 1988 |
|
SU1569147A1 |
| СПОСОБ ТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2757644C1 |
| СЕКЦИОННАЯ ПОСУДА | 2008 |
|
RU2363366C1 |
| ДРОТИК ДЛЯ ОТСЕЧКИ КОНЕЧНОГО КОНВЕРТЕРНОГО ШЛАКА ОТ МЕТАЛЛА, СПОСОБ ЕГО СБОРКИ И СИСТЕМА ОТСЕЧКИ КОНЕЧНОГО КОНВЕРТЕРНОГО ШЛАКА | 2023 |
|
RU2818063C1 |
| КОРПУС ВЫСОКОГО ДАВЛЕНИЯ | 2021 |
|
RU2767476C1 |