3149
Изобретение относится к сварочному производству и может быть использовано при термитной сварке горизонтально расположенных элементов, преимущественно арматурных стержней, в условиях монтажно-строительных работ.
Целью изобретения является повышение качества сварного соединения путем снижения количества неметаллических включений в направленном металле и дополнительного подогрева прибыли.
На фиг. I изображена литейная фор ма в плоскости разъема ее половин, общий вид.
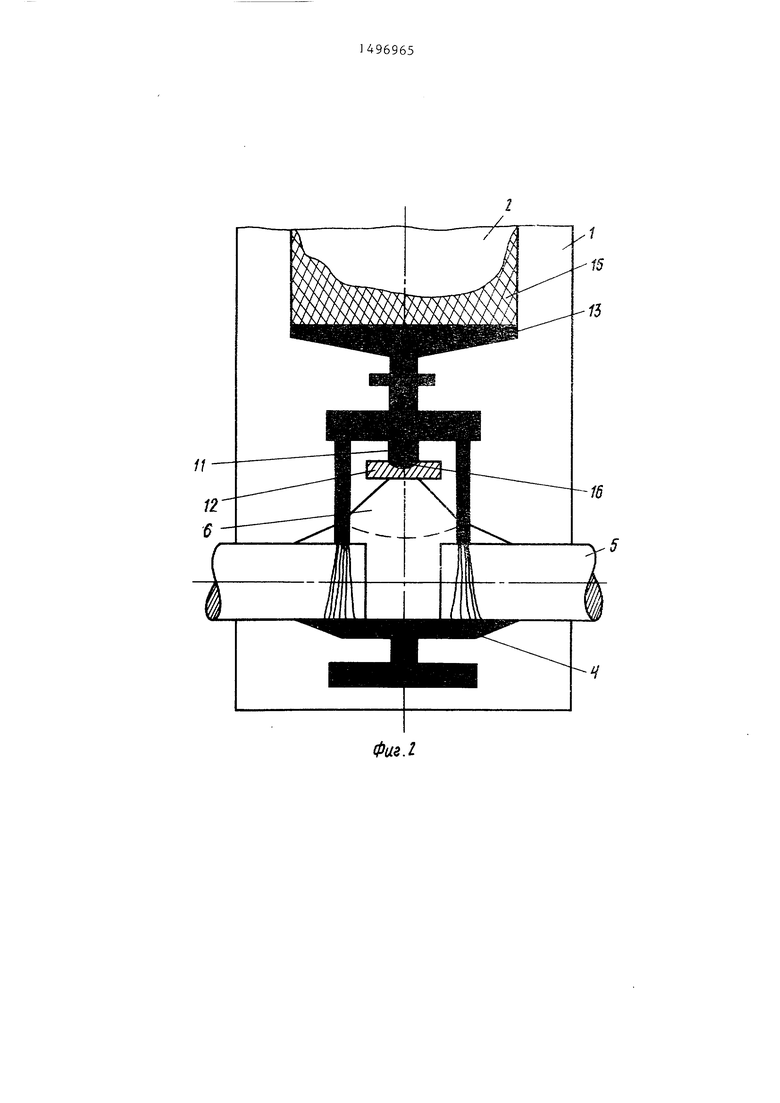
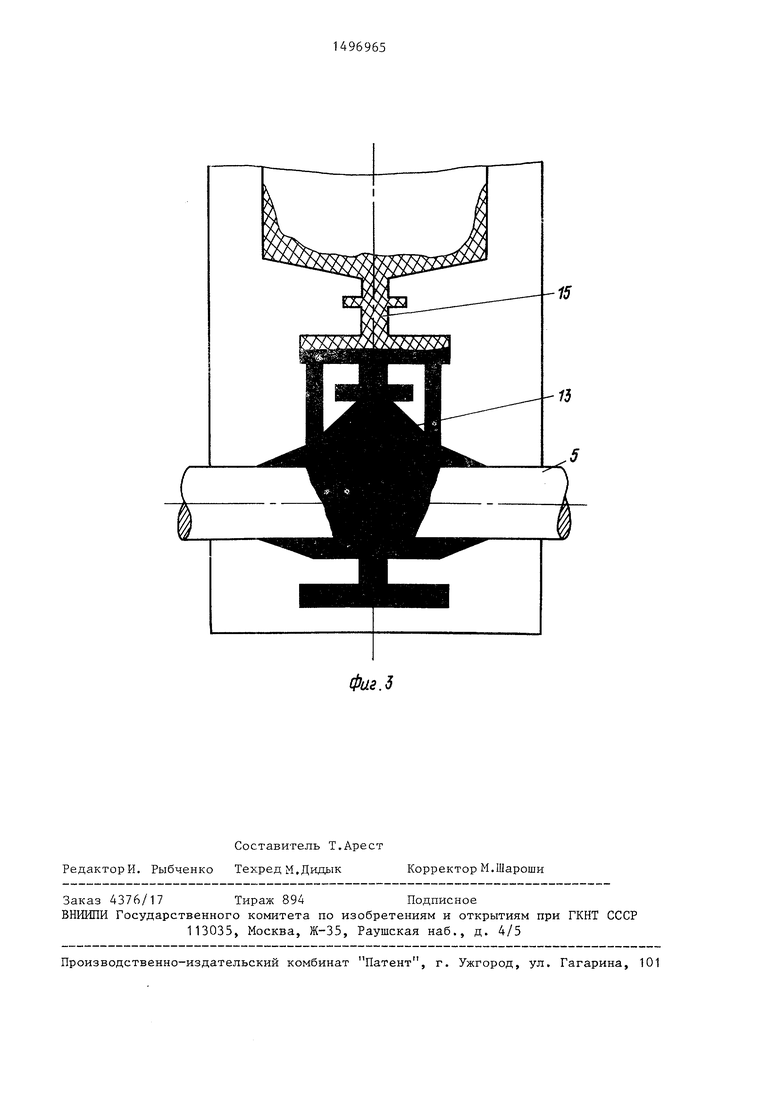
На фиг. 2 - то же, во время термитной реакции; на фиг. 3 - то же, после сварки.
Литейная форма 1 выполнена разъемной из двух с имметрп-гных частей и содержит реакционную камеру 2 , шлакоуловительную полость 3, сварочную полостъ 4 с отверстиями для размеще ния свариваемых деталей 5 и полостью 6 для прибыли, приемную камеру 7,выпускную систему, состоящую из выпускного канала 8, установленного на оси литейной формы I между реакцион ной камерой 2 и шлакоуловительной полостъю 3, с установленным в нем самопроплавляющимся затвором 9, выполненным в виде стальной пластинки, литниковые каналы 10, соединяющие щлакоуловительную полость 3 со сварочной полостью 4, расположенный со- осно с выпускным канапом 8 дополнительный нижний выпускной канал II с установленным в нем самопроплавляю- щимся затвором 12.
Толщина металлической пластинки самопроплавляющегося затвора 12 превышает толщину -ja i Bopa 9 и экспере- ментапьно подобрана так, чтобы зат- вор расплавлялся после заполнения жидким металлом 13 полости 6 для прибыли
При помощи фиксирующего устройства (не показано) литейна форма I монтируется на свариваемых деталях 5 и после засыпки термитной смесью 14 закрывается крыщкой. Смесь поджигается известным способом.
В процессе термитной реакции в камере 2 происходит отделение жидкого металла 13 от шлака 15, и после расплавления затвора 9 жидкий металл 13 проходит по каналу II ударяясь
о дополнительный затвор 12 и выплавляя в нем лунку 16.
Из шлакоуловительной полости 3 жидкий металл 1 3 по литниковым каналам 1 О поступает в сварочную полость 4. При этом жидкий металл 13 в сварочной полости 4 охлаждается, так как тепло отводится деталями 5 и формой I. К моменту заполнения жидким металлом 13 прибыли в полости 6 проплавляется затвор 12 и прибыль подогревается непосредственно жидким металлом 13,протекающим через канал II, что улучшает подпитку кристаллизирующегося в сварочной камере 4 металла и повышает качество сварного соединения.
Кроме того, в литейной форме образующаяся после термитной реакции струя жидкого металла 13 после проп- лавления металлического затвора 9 ударяет по металлическому затвору 12, исключая тем самым размывание материала формы и поступление неметали- ческих включений в сварочную полость 4.
Изпользование литейной формы для термитной сварки позволит уменьшить трудоемкость и повысить качество сварки арматурных стержней.
Формула изобретения
Литейная форма для термитной сварки горизонтально расположенных элементов, содержащая реакционную камеру, сварочную полость с отверстиями для размещения свариваемых деталей, шлакоуловительную полость, приемную камеру, соединенную со сварочной полостью выпускную систему с выпускным каналом, самопроплавляющийся затвор, установленный в выпускном канале между реакционной камерой и шлакоуловительной полостью, полость для прибыли, отличающаяся тем, что, с целью повьш1ения качества сварного соединения путем снижения количества неметаллических включений в наплавленном металле и дополнительного подогрева прибыли, литейная форма снабжена дополнительным каналом, соединяющим шлакоуловительную полость с полостью для прибыли, и дополнительным саморасплавляющимся затвором, установленным в дополнительном канале.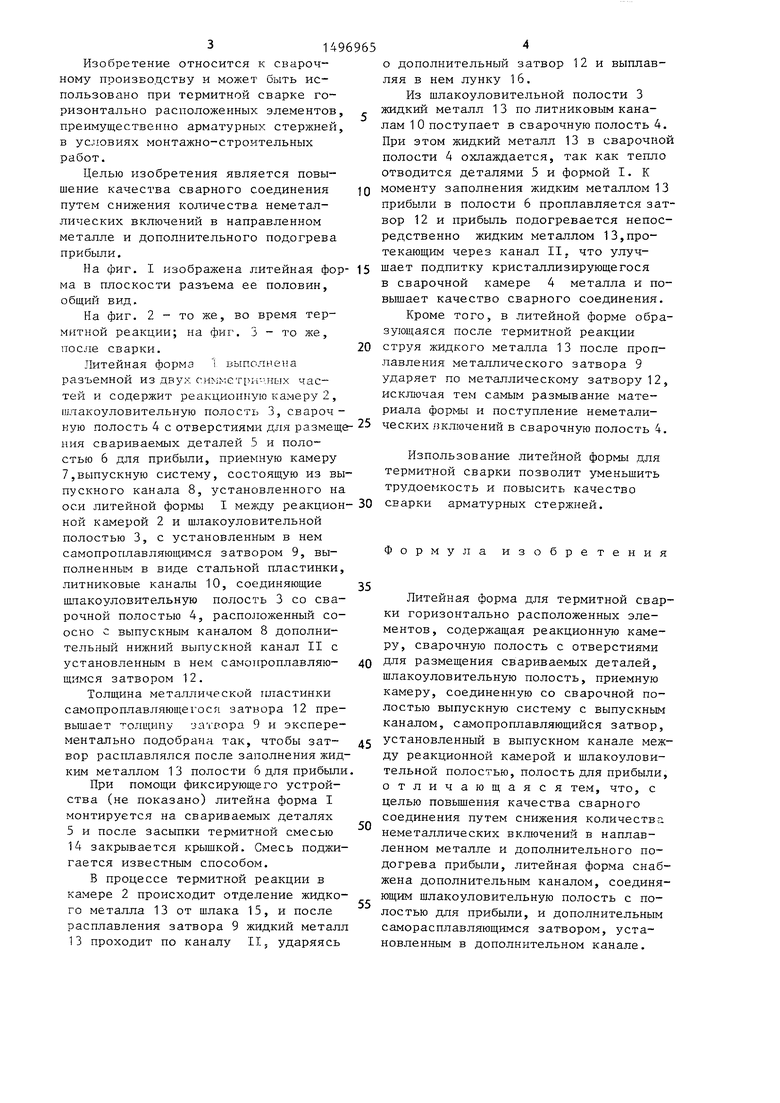
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ТЕРМИТНОЙ СВАРКИ | 1967 |
|
SU190181A1 |
| Литейная форма для термитной сварки | 1987 |
|
SU1426729A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 1997 |
|
RU2116875C1 |
| Форма для термитной сварки арматурных стержней | 1990 |
|
SU1808586A1 |
| Форма для термитной сварки | 1989 |
|
SU1738558A1 |
| Форма для термитной сварки | 1988 |
|
SU1569147A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИТОГО РАСХОДУЕМОГО ЭЛЕКТРОДА | 2011 |
|
RU2456121C1 |
| Состав термитной смеси | 2024 |
|
RU2833638C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2012 |
|
RU2559388C2 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ ПРИ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУРАХ ОКРУЖАЮЩЕЙ СРЕДЫ | 2013 |
|
RU2551751C2 |
Изобретение относится к сварочному производству и может быть использовано при термитной сварке горизонтально расположенных элементов, преимущественно арматурных стержней в условиях монтажно-строительных работ. Цель изобретения - повышение качества сварного соединения путем снижения количества неметаллических включений в наплавленном металле. Литейная форма 1 содержит реакционную камеру 2, шлакоуловительную полость 3, сварочную полость 4, полость 6 для прибыли, приемную камеру 7, выпускной канал 8, установленный в нем самопроплавляющийся затвор 9, литниковые каналы 10. В процессе термитной реакции расплавляется затвор 9. Жидкий металл заполняет сварочную полость 4, расплавляет дополнительный затвор 12, чем обеспечивается доступ с некоторой задержкой по времени свежей порции расплавленного металла в сварочную полость и к прибыли, что и создает условия для повышения качества сварного соединения. 3 ил.
Фи2.2
Фаг. 5
15
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
