Предлагаемый способ относится к области сварки трзб и может быть применен при радиочастотной сварке спнральношовных труб большого диаметра.
Известны способы регулирования угла схождеиия кромок, которые применяются, в частности, при дуговой сварке спиральиошовных труб. Однако оии ие пригодны для радиочастотной сварки.
При радиочастотной сварке для повышения качества сварнодо соединения путем равномерного нагрева и обеспечения требуемого по технологии угла схождения свариваемых кромок точка их схождения должна быть сдвинута на какую-то величину от места подхода ленты к сформоваиной трубной заготовке по спиральной линии их соединения.
Установка и регулирование угла схождения кромок осуществляются за счет изменения угла задачи полосы при постоянном угле формовки, равном углу снирали.
Способ регулирования угла схождения кромок при сварке спиральношовных труб поясняется чертежом.
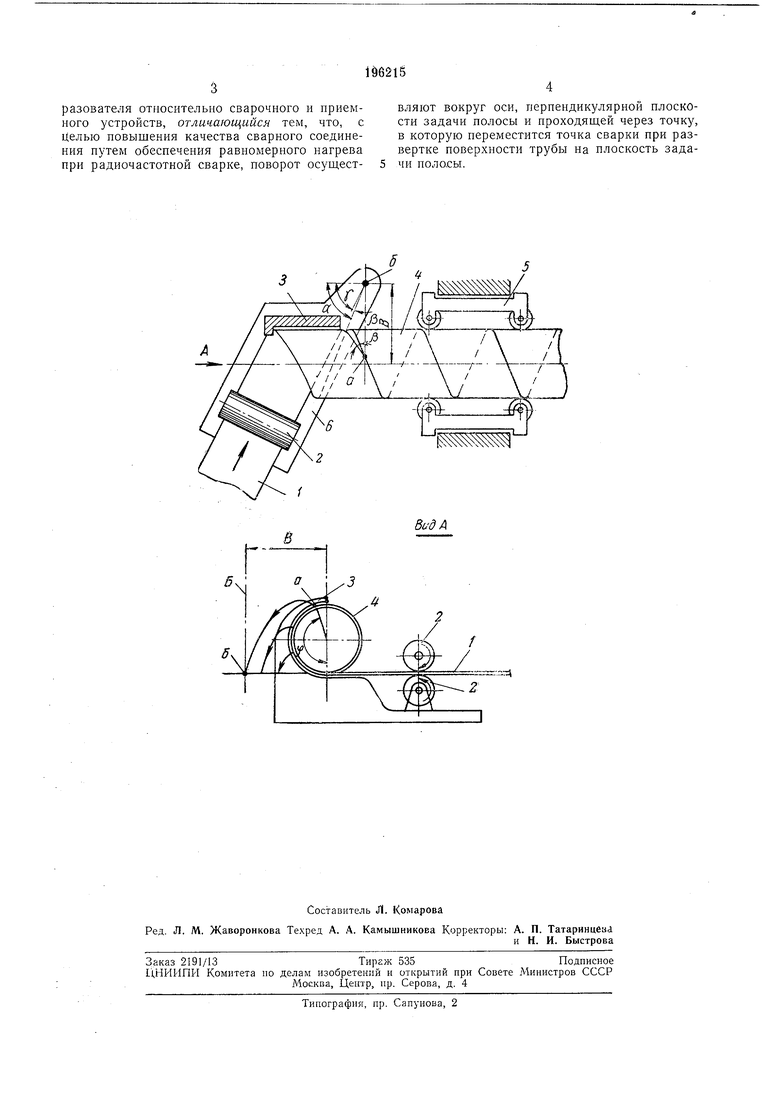
Суш;иость описываемого способа заключается в следующем. Полоса 1 подается задающим устройством 2 в формообразователь (улиту) 3, формуется в нем в трубу и сваривается в точке а. Сваренная труба 4 поступает в приемное устройство 5.
Задающее устройство и формообразователь, установленные на общей платформе 6, поворачиваются в процессе регулирования угла р схождения кромок вокруг оси Б, перпендикулярной плоскости задачи полосы и ироходящей через точку б, в которую переместится точка а при развертке поверхности трубы на плоскость задачи полосы.
Зависимость угла (3 от угла а формовки
0 (угла спирали) и угла у задачи полосы выражается следующим образом: р а-YДля данных ширины полосы и диаметра трубы угла а - величииа постоянная, а угол р зависит только от угла уРасстояние В от оси трубы до точки б зависит от расноложения точки а, т. е.
r:Z).cf
В
360
где Д - диаметр трубы;
Ф - угол, онределяющий положение точки а, в градусах, . Если угол выражать в радианах, то
В - .ф, .тт.
Предмет изобретения
разователя относительно сварочного и приемного устройств, отличающийся тем, что, с целью повышения качества сварного соединения путем обеспечения равномерного нагрева при радиочастотной сварке, поворот осуществляют вокруг оси, перпендикулярной плоскости задачи полосы и проходящей через точку, в которую переместится точка сварки при развертке поверхности трубы на плоскость задачи поло,сы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спирально-шовных труб | 1986 |
|
SU1389898A1 |
| Способ изготовления спиральношовных труб | 1983 |
|
SU1131572A1 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1303208A1 |
| Формовочно-сварочный узел стана высокочастотной сварки спиральношовных труб внахлестку | 1983 |
|
SU1281318A1 |
| Способ высокочастотной сварки трубных плетей с ребрами | 1985 |
|
SU1318365A1 |
| Способ изготовления сварных полотнищ | 1975 |
|
SU546450A1 |
| Стан для изготовления оребренных труб высокочастотной сваркой | 1982 |
|
SU1138278A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 1970 |
|
SU277704A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1310061A1 |