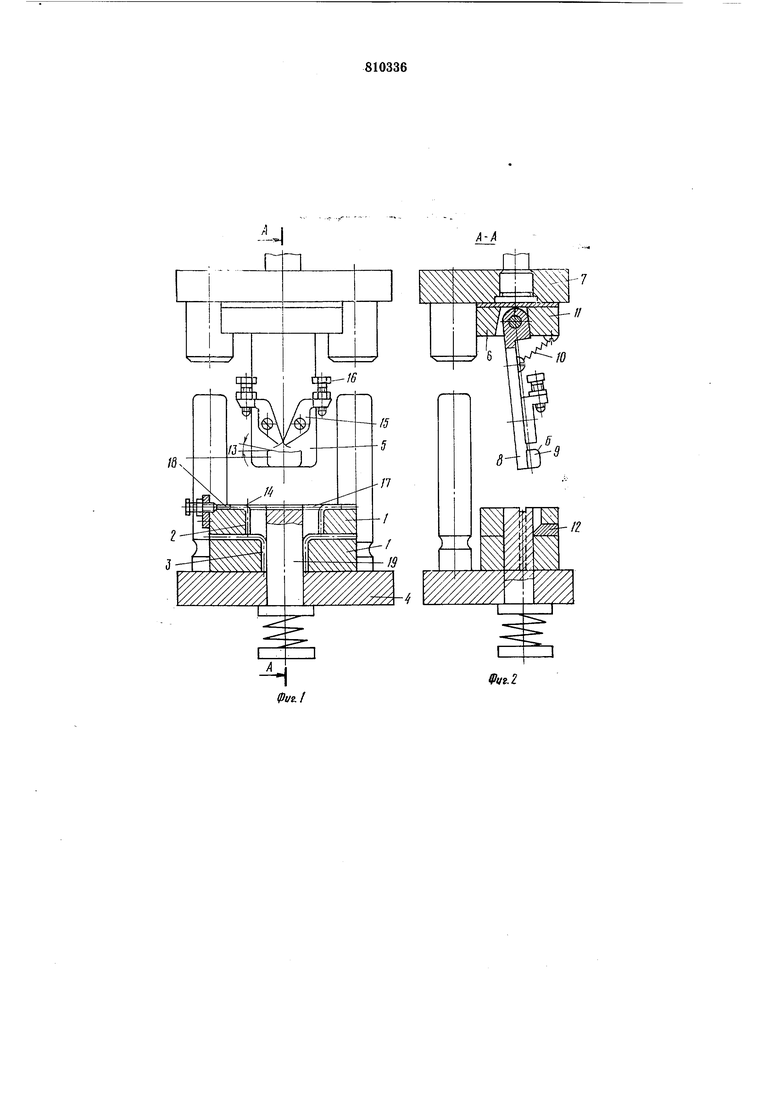
Механизм поочередного включения в работу ступеней-оправок 8 и 9 пуансопа 5 состоит из взаимодействующих с пуансоном упора И, размещенного в пуансонодержателе 6, и копира 12, установленного на нижней плите 4. Противоположная матрице рабочая поверхпость 13 ступени-оправки 9 пуансона 5 выполнена вогнутой и образована плоскостями, наклоненными к плоскости рабочего торца 14 матрицы под заданным углом а. На пуансоне 5 смонтированы поворотные кулачки 15, взаимодействующие с рабочей поверхностью 13 ступепи-оправки 9 и снабженные упорными регулируемыми винтами 16, контактирующими в процессе окончательной гибки с рабочим торцем 14 матрицы.
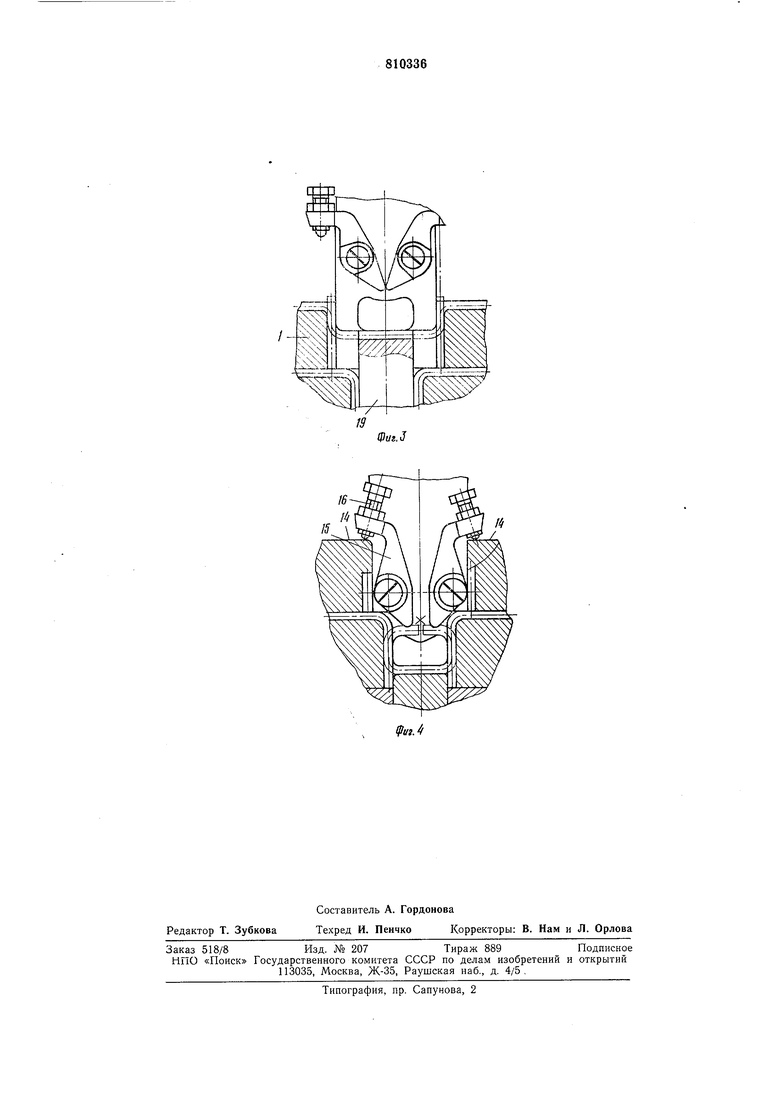
Штамп работает следующим образом. Заготовка 17 .подается в рабочую зону штамif&до упора 18. При вертикальном перемещении верхней плиты 7 пуансон 5, опускаясь вииз, атжимает выталкиватель 19 и осуществляет предварительную гибку детали стуиенью-оправкой 8 предварительной гибки на участке 2 предварительной гибки матрицы 1 (см. фиг. 3). Продолжая опускаться вниз, пуансон 5, взаимодействуя поверхностью Б, с копиром 12 отклоняется влево в плоскости, перпендикулярной плоскости гибки детали. Далее осуществляется гибка детали участком 9 пуансона на участке 3 окончательной гибки матрицы. В конце гибки детали (см. фиг. 4) кулачки 15 упорными винтами 16 упираются в рабочий торец 14 матрицы 1 и, поворачиваясь, догибают концы детали на необходимый угол. Готовая деталь удаляется из рабочей зоны штампа, пуансон 5 возвращается в исходное положение пружиной 10. Далее процесс повторяется.
Закрепление пуансона влуансонодержателе шарнирно на оси позволяет исключить из конструкции щтампа сложные системы пуансонодержателя и составные рабочие подвижные части и механизмы их перемещения.
Установка кулачков на пуансоне и выполнение противоположной матрице поверхности ступени-оправки окончательной гибки пуансона вогнутой, образованной плоскостями, наклоненными к плоскости рабочего торца матрицы под заданным углом, дает возможность получать детали достаточной точности размеров и формы путем устранения упругой деформации материала деталей и недогиба из-за увеличения зазооов между рабочими поверхностями
участков пуансона и матрицы ввиду износа последних в процессе работы.
Установка упорных регулируемых винтов на кулачках позволяет выдерживать точность формы и размеров в пределах допусков на деталь при выработке рабочих поверхностей участков пуансона и матрицы путем регулировки догибки деталей кулачками, тем самым увеличивая срок службы
штампа, а следовательно, и его долговечность.
Формула изобретения
1. Штамп для изготовления деталей замкнутого контура гибкой прямолинейных заготовок, содержащий смонтированную на одной из плит щтампа ступенчатую матрицу с последовательно расположенными в
плоскости гибки участками предварительпой и окончательной гибки, размещенный в закрепленном на другой плите штампа пуансонодержателе и подпружиненный относительно него пуансон, состоящий из последовательно расположенных в плоскости, перпендикулярной плоскости гибки, ступеней-оправок предварительной и окончательной гибки, и механизм поочередного включения в работу ступеней-оправок пуансона,
отличающийся тем, что, с целью повышения надел ности работы штампа, пуансон закреплен в пуансонодержателе шарнирно, а механизм поочередного включения в работу ступеней-оправок пуансона состоит из взаимодействующих с пуансоном
упора, размещенного в пуансонодержателе,
и копира, установленного на плите, несущей
матрицу.
2. Штамп для изготовления деталей
замкнутого контура гибкой прямолинейных заготовок по п. 1, отличающийся тем, что противоположная матрице рабочая поверхность ступени-оправки окончательной гибки пуансона выполнена вогнутой и образовапа .плоскостями, наклоненными к плоскости, перпендикулярной плоскости гибки, под заданным углом, а пуансон снабжен взаимодействующими с этой рабочей поверхностью ступени-оправки окончательной гибки, поворотными кулачками с упорными регулируемыми винтами, контактирующими в процессе окончательной гибки с рабочим торцем матрицы.
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 373059, кл. В 21D 11/20, от 27.07.1970.
IPut.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| ШТАМП ДЛЯ ГИБКИ ДЕТАЛЕЙ | 1973 |
|
SU383498A1 |
| Штамп для гибки деталей | 1982 |
|
SU1074637A1 |
| Штамп для гибки деталей | 1971 |
|
SU567529A1 |
| Штамп для завивки краев листовой заготовки | 1987 |
|
SU1523222A1 |
| Многопозиционный штамп для пробивки,надрезки,последовательной гибки и отрезки | 1981 |
|
SU1007788A1 |
| Устройство для изготовления рулонных пружин | 1976 |
|
SU654329A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| ШТАМП ДЛЯ ГИБКИ ВЕТВИ ТРАНСПОРТНОЙ СЕТКИ | 2000 |
|
RU2191083C2 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |
111
