(54) ШТАМП ДЛЯ РЕЗКИ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки пруткового материала | 1980 |
|
SU870016A1 |
| УПОР к ШТАМПУ ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА С ДИФФЕРЕНЦИРОВАННЫМ ЗАЖИМОМ | 1973 |
|
SU368022A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1138265A2 |
| Штамп-автомат для многорядной последовательной вырубки правильных шестиугольных пластин из листового металла | 1980 |
|
SU984573A1 |
| Совмещенный штамп | 1976 |
|
SU618163A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1103966A1 |
| Штамп для резки профильного проката под углом | 1984 |
|
SU1247256A1 |
| Штамп для резки пруткового материала | 1979 |
|
SU804253A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при резке проката.
Известен штамп для резки проката, содержащий нижний нож, установленный на нижней плите, верхний нож, размещенный своей торцовой частью в подвижной плите, а также механизм поджима верхнего конца к нижнему ножу 1.
Недостатком известного штампа является невысокое качество получаемых заготовок при резке листового материала толщиной в пределах 0,05 мм.
Цель изобретения - повышение качества получаемых заготовок при резке листового материала толщиной в пределах 0,05 мм.
Поставленная цель достигается тем, что в штампе для резки проката материала, содержащем нижний нож, установленный на нижней плите, верхний нож, размещенный своей торцовой частью в подвижной плите, а также механизм поджима верхнего ножа к нижнему ножу, верхний нож установлен в подвижной плите с зазором в направлении, перпендикулярном плоскости резания, его торец, размещенный в верхней плите, образован цилиндрической поверхностью, ось которой лежит в плоскости, параллельной плоскости резания, а механизм поджима верхнего ножа к нижнему ножу выполнен в виде упругих вкладыщей, смонтированных в нижней плите с возможностью взаимодействия с верхним ножом.
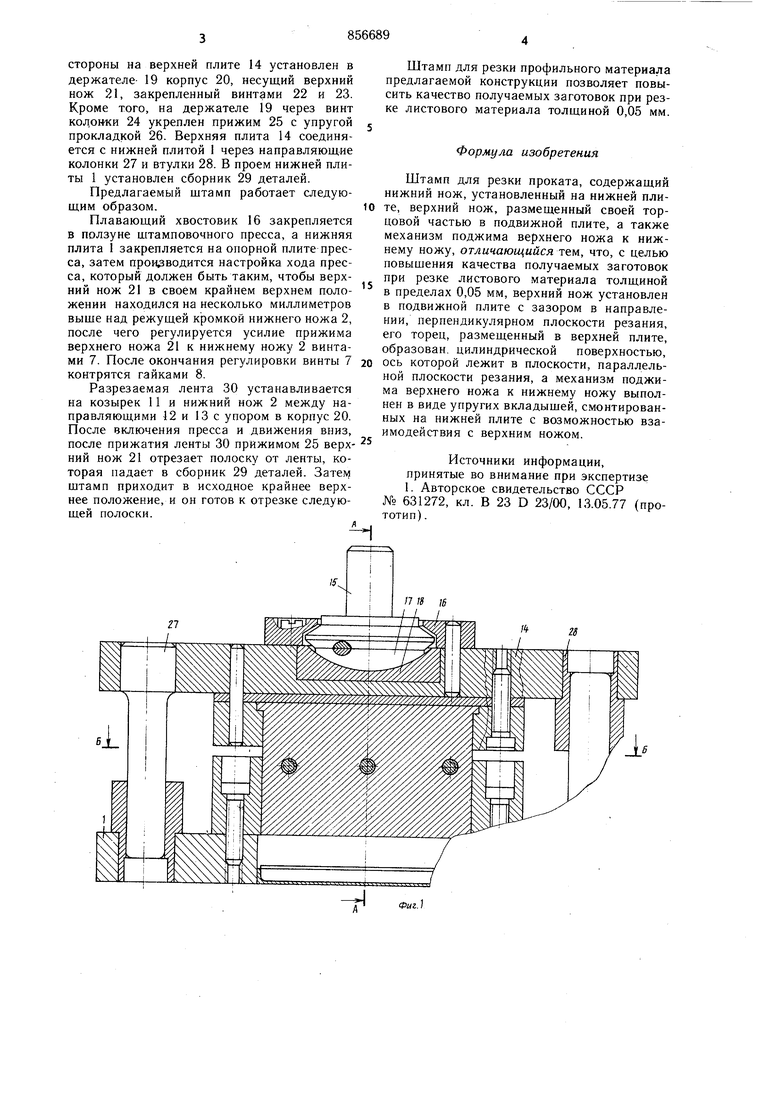
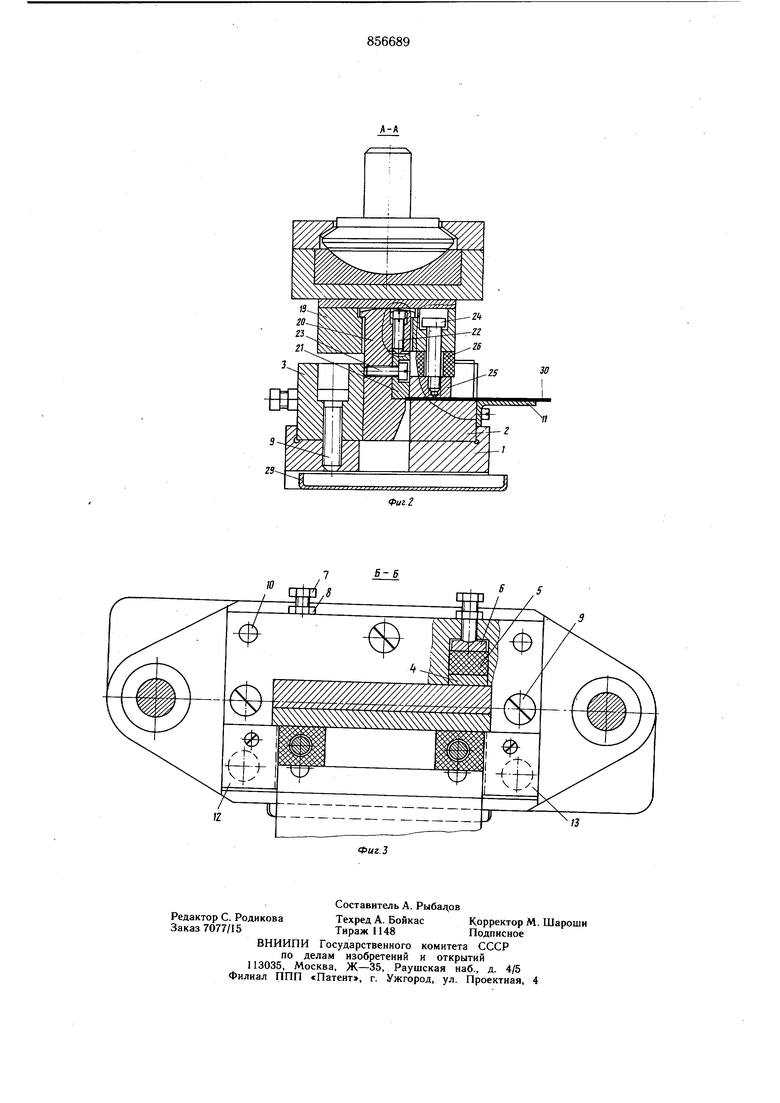
На фиг. 1 схематично изображен общий вид штампа в разрезе; на фиг. 2 - разрез А-А на фиг 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Штамп для резки содержит нижнюю плиту I, на которой установлен нижний нож 2, корпус противоотжима 3 с двумя сухарями 4, двумя упругими вкладышами 5, двумя пятами 6, поджатыми винтами 7, контрящимися гайками 8. Нижний нож и корпус про15 тивоотжима 3 крепятся к нижней плите 1 винтами 9 и фиксируются щтифтами 10. На нижнем ноже 2 закреплен козырек 11 и направляющие 12 и 13.
В состав штампа входит также верхняя плита 14, снабженная плавающим хвостовиком 15, который ограничен фланцем 16 с одной стороны и упирается во вкладыш 17, опирающийся на подпятник 18, с другой стороны на верхней плите 14 установлен в держателе- 19 корпус 20, несущий верхний нож 21, закрепленный винтами 22 и 23. Кроме того, на держателе 19 через винт кол.онки 24 укреплен прижим 25 с упругой прокладкой 26. Верхняя плита 14 соединяется с нижней плитой 1 через направляющие колонки 27 и втулки 28. В проем нижней плиты 1 установлен сборник 29 деталей. Предлагаемый щтамп работает следующим образом. Плавающий хвостовик 16 закрепляется в ползуне щтамповочного пресса, а нижняя плита 1 закрепляется на опорной плите пресса, затем производится настройка хода пресса, который должен быть таким, чтобы верхний нож 21 в своем крайнем верхнем положении находился на несколько миллиметров выще над режущей кромкой нижнего ножа 2, после чего регулируется усилие прижима верхнего ножа 21 к нижнему ножу 2 винтами 1. После окончания регулировки винты 7 контрятся гайками 8. Разрезаемая лента 30 устанавливается на козырек 11 и нижний нож 2 между направляющими 12 и 13с упором в корпус 20. После включения пресса и движения вниз, после прижатия ленты 30 прижимом 25 верхНИИ нож 21 отрезает полоску от ленты, которая падает в сборник 29 деталей. Затем щтамп приходит в исходное крайнее верхнее положение, и он готов к отрезке следующей полоски. Штамп для резки профильного материала предлагаемой конструкции позволяет повысить качество получаемых заготовок при резке листового материала толщиной 0,05 мм. Формула изобретения Штамп для резки проката, содержащий нижний нож, установленный на нижней плите, верхний нож, размещенный своей торцовой частью в подвижной плите, а также механизм поджима верхнего ножа к нижнему ножу, отличающийся тем, что, с целью повышения качества получаемых заготовок при резке листового материала толщиной в пределах 0,05 мм, верхний нож установлен в подвижной плите с зазором в направлении, перпендикулярном плоскости резания, его торец, размещенный в верхней плите, образован, цилиндрической поверхностью, ось которой лежит в плоскости, параллельной плоскости резания, а механизм поджима верхнего ножа к нижнему ножу выполнен в виде упругих вкладыщей, смонтированных на нижней плите с возможностью взаимодействия с верхним ножом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 631272, кл. В 23 D 23/00, 13.05.77 (прототип).
ЗР
