Известны автоматы, предназпачешгые для автоматической обрезки и формовки выводов ножек электрических ламп накаливания, содержащие широко иснользуемый в электроламповой промышленности транспортно-ориентирующий механизм в виде барабана с гнездами, совершаюш,его прерывистое враш,ение, и механизм обрезки и формовки выводов.
В предлагаемом автомате применен промелсуточный между печью отжига ножек ламп и указанным барабапом транспортируюищй механизм, который обеспечивает плавную загрузку в гнезда этого барабана ориентированных в вертикальном направлении ножек без опасности поломки их. Транспортируюш,ий механизм состоит из двух параллельных, расположенных в горизонтальной плоскости врашаюш,ихся валиков, боковая поверхпость одпого из которых выиолнена гладкой, а другого снабл ена трапецендальпой виптовой канавкой.
На фиг. 1 схематически показан предлагаемый автомат, вид спереди; на фиг. 2 - то же, вид сбоку; па фиг. 3 - то же, вид сверху; на фиг. 4 - схема ноложения валов транспортиру1ош,его механизма, в разрезе.
дуктора через систему рычагов и храповой механизм приводится в прерывистое движепие вал 9 с тормозным диском 10 и собачкой J1. В верхней части главного вала кренится транспортный барабан J2, снабженный ориентирующими пластинчатыми пружинами
13.На специальных стойках установлены ориентирующая подпружиненная направляющая
14,сбрасыватель 15 (см. фиг. 3) и упор 16,
0 предсарительпо останавливающий иожку.
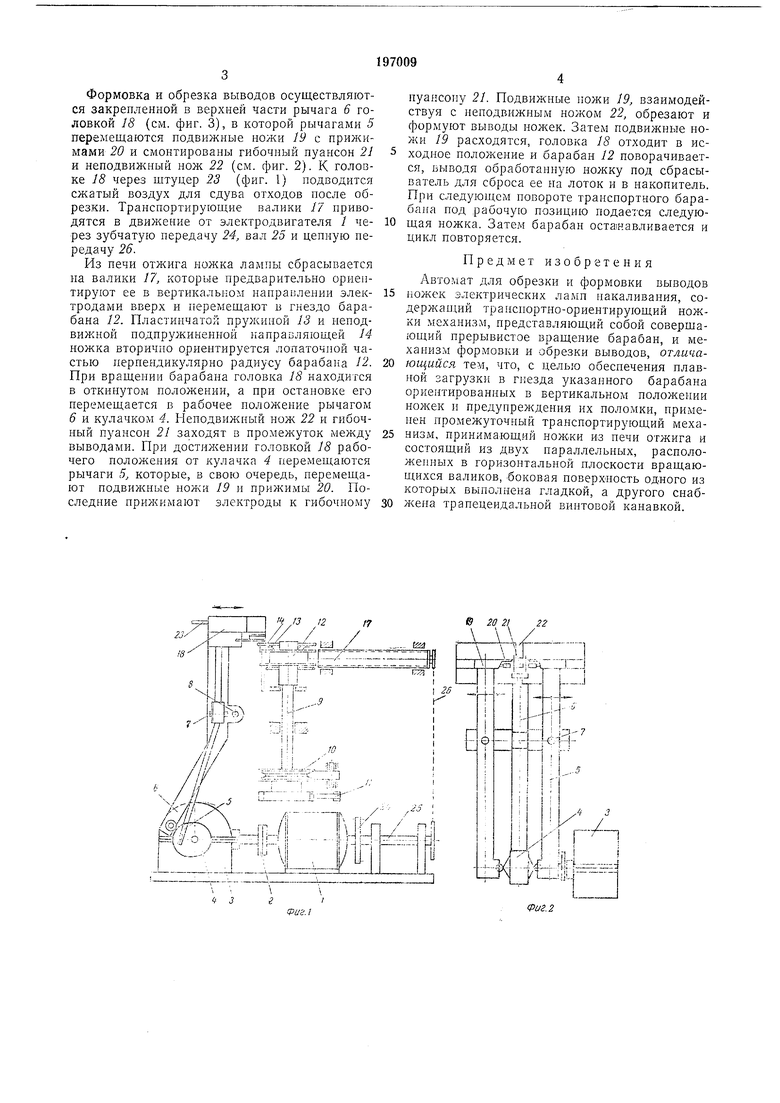
Для загрузки ножек в гнезда барабана 12 служит промежушчпый транснортируюн1ий механизм, принимающий ножки из печи отжига п ориентирующий их в вертикальиом нанра1;леннн. Этот механизм состоит из двух параллельных, расположенных в горизонтальной плоскости валиков 17, боковая поверхность одного из которых гладкая, а другой - имеет транецендальную винтовую канавку.
Валпки имеют вращение нарул у вверх от паза (см. фиг. 4), что обеспечивает плавпый прием ножкн, нолностью устраняющий возможность образования трещин и поломки ее, так как при приеме, трапспортировке и ориентации ножек на них действует сила, подтягивающая их вверх и создаюпгая легкое, мягкое поддерживание ножкп снизу, а при загрузке в барабан - горизонтальная заталкивающая сила.
Формовка и обрезка выводов осуществляются закрепленной в верхней части рычага 6 головкой 18 (см. фиг. 3), в которой рычагами 5 перемещаются подвижные ножи 19 с прил имами 20 и смонтированы гибочный пуансон 21 и неподвижный нож 22 (см. фиг. 2). К головке 18 через штуцер 23 (фиг. 1) подводится сжатый воздух для сдува отходов после обрезки. Транспортирующие валики 17 приводятся в движение от электродвигателя / через зубчатую передачу 24, вал 25 и цепную передачу 26.
Из печи отжига ножка лампы сбрасывается на валики 17, которые предварительно ориентируют ее в вертикальном напраиленин электродами вверх и перемещают в гнездо барабана 12. Пластинчатой пр жиной 13 и неподвижной подпружиненной направляющей М ножка вторично ориентируется лопаточной частью перпендикулярно радиусу барабана 1. При вращении барабана головка 18 находится в откинутом положении, а при остановке его перемещается в рабочее положение рычагом 6 и кулачком 4. Неподвижный нож 22 и гибочный пуансон 21 заходят в промежуток между выводами. При достижении головкой 18 рабочего положения от кулачка 4 перемещаются рычаги 5j которые, в свою очередь, перемещают подвижные ножи 19 и прижимы 20. Последние прижимают электроды к гибочному
пуансону 21. Подвижные ножи 19, взаимодействуя с неподвижным ножом 22, обрезают и формуют выводы иожек. Затем подвижные ножи 19 расходятся, головка 18 отходит в исходиое положение и барабан 12 поворачивается, выводя обработанную ножку под сбрасыватель для сброса ее на лоток и в накопитель. При следуюн-|;ем повороте транспортного барабана под рабочую позицию подается следующая ножка. Затем барабан останавливается и цикл повторяется.
Предмет изобретения
Автомат для обрезки и формовки выводов
ножек электрических ламп накаливания, содержащий транспортпо-ориентирующий ножки механизм, представляющий собой совершающий прерывистое вращение барабан, и механизм формовки и обрезки выводов, отличающийся тем, что, с целью обеспечения плавной загрузки в гнезда указанного барабана ориентированных в вертикальном положении ножек и предупреждения их поломки, применен промежуточный транспортирующий механизм, принимающий нож.ки из нечи отжига и состоящий из параллельных, расположенных в горизонтальной плоскости вращающихся валиков, .боковая поверхность одного из которых выполнена гладкой, а другого снабжена трапецеидальной винтовой канавкой.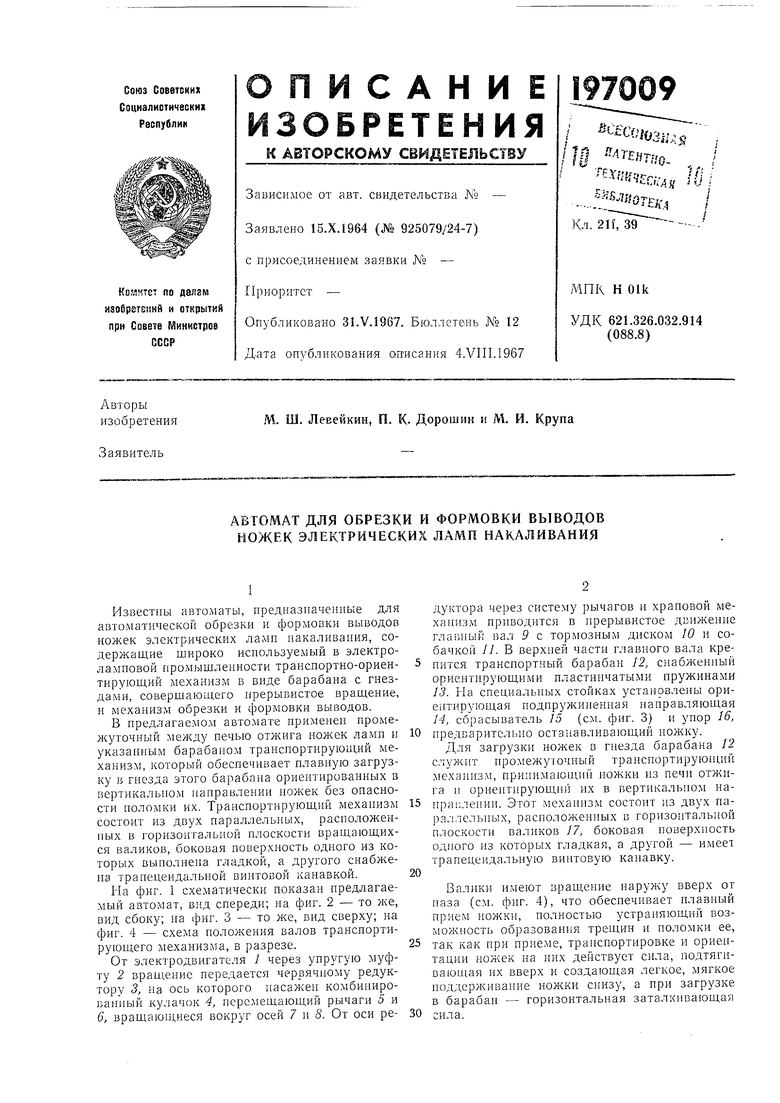
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ МОНТАЖА ТЕЛА НАКАЛА ЭЛЕКТРИЧЕСКИХ ЛАМП НАКАЛИВАНИЯ | 1972 |
|
SU343322A1 |
| Автомат для монтажа спиралей ламп накаливания | 1982 |
|
SU1095274A1 |
| Устройство для монтажа ножек люминесцентных ламп | 1988 |
|
SU1622911A1 |
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПОДАЧИ СПИРАЛЕЙ ЛАМП НАКАЛИВАНИЯ НА БАРАБАН МОНТАЖНОГО АВТОМАТА | 1968 |
|
SU208122A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ | 1971 |
|
SU320215A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1982 |
|
SU1167766A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО НАДЕВАНИЯ ЦОКОЛЕЙ НА КОЛБЫ ЭЛЕКТРИЧЕСКИХ ЛАМП НАКАЛИВАНИЯ | 1967 |
|
SU194959A1 |
| Устройство для монтажа радиоэлементов на печатных платах | 1985 |
|
SU1363545A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |

« 3
2В 212 г
19
21
