Предлагаемое приспособление для производства зеркального стекла посредством вытягивания через формовочную щель с применением вальцевания снабжено поплавком с изогнутой под прямым углом щелью, устанавливаемым по высоте при помощи штанг, и парой вальцев для вытягивания из вытяжной щели стеклянной пластины и регулирования толщины ее.
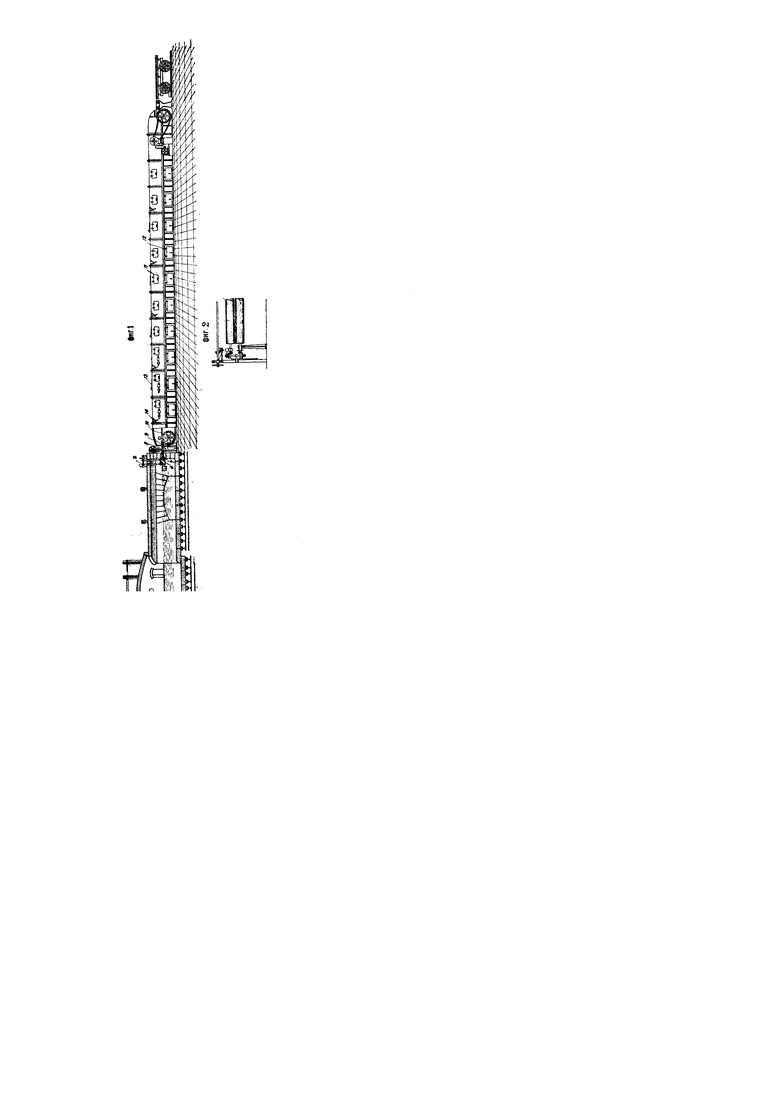
На схематическом чертеже фиг. 1 изображает устройство для производства зеркального стекла, снабженное предлагаемым приспособлением; фиг. 2 - вальцы этого приспособления.
Приспособление для производства зеркального стекла состоит из находящегося в жидкой стеклянной массе печи поплавка 4, расположенных по другую сторону стенки печи пары вальцев 8 и горизонтального конвейера 10. Поплавок 4 снабжен изогнутой под прямым углом вытяжной щелью, вплотную прилегает к металлической пластине 7 стенки печи и удерживается от всплывания на известной высоте при помогли штанг 5, снабженных маховичком. Пластина 7 имеет внутреннее водяное охлаждение для понижения температуры поступающей из вытяжной щели стеклянной массы. Количество подаваемой на пластину 7 стеклянной массы регулируется открытием и закрытием вытяжной щели поплавка 4, что достигается путем поднимания и опускания последнего при помощи штанг 5. По другую сторону стенки печи к пластинке 7 вплотную прилегает пара вальцев 8, служащих для вытягивания выходящей из вытяжной щели стеклянной пластины, а также для регулирования толщины таковой. С целью регулирования толщины стеклянной пластины верхний вал вальцев 8 может устанавливаться по высоте на различном расстоянии от нижнего неподвижного вала этих вальцев. Из-под вальцев стекло, имея требуемую толщину, поступает на стол 9, состоящий из плит с охлаждением, и отсюда уже на ленту горизонтального конвейера 10. Скорость движения ленты конвейера и скорость подачи стекла вальцами должны быть таковы, чтобы не происходило выпучивания или разрыва стекла в промежутке между началом конвейера и вальцами. Закрытая камера конвейера снабжена люками 11, 12, 13, 14 для осмотра, ремонта, регулирования нагрева и удаления битого стекла.
Для продвижения стеклянной пластины вдоль конвейера в передней части последнего расположены четыре валика, которые прижимают с большей или меньшей силой стекло к ленте конвейера и тем самым способствуют продвижению стекла.
1. Приспособление для производства зеркального стекла посредством вытягивания через формовочную щель с одновременным применением вальцевания, отличающееся совокупным применением: а) снабженного изогнутой под прямым углом вытяжной щелью поплавка 4, удерживаемого от всплывания при помощи нажимающих на него устанавливаемых по высоте штанг 5 и вплотную приставленного к металлической, пластине 7 с внутренним водяным охлаждением, и б) вплотную приставленной к продолжению означенной пластины по другую сторону стенки печи пары вальцев 8, служащих для вытягивания и регулирования толщины выходящей из вытяжной щели стеклянной пластины.
2. При означенном в п. 1 приспособлении применение примыкающего к вальцам 8 стола 9 из охлаждаемых водою плит и горизонтального конвейера 10 в закрытой камере, снабженного люками 11, 12, 13 и др. принадлежностями для надзора, регулирования нагрева и пр.
