Известны устанавливаемые в автоматических линиях пневматические сбрасыватели, состоящие из станины, нневматического цилиндра и рычагов-направляющих.
Предложенный пневматический сбрасыватель отличается от известных тем, что направляющие установлены на каретках, перемещающихся по рельсам станины, и снабжены опорными планками, расположенными на разной высоте.
При таком выполнении пневматического сбрасывателя возможно производить сбрасывание сеток при безотходной продольной резке свариваемых сеток на разную щирину.
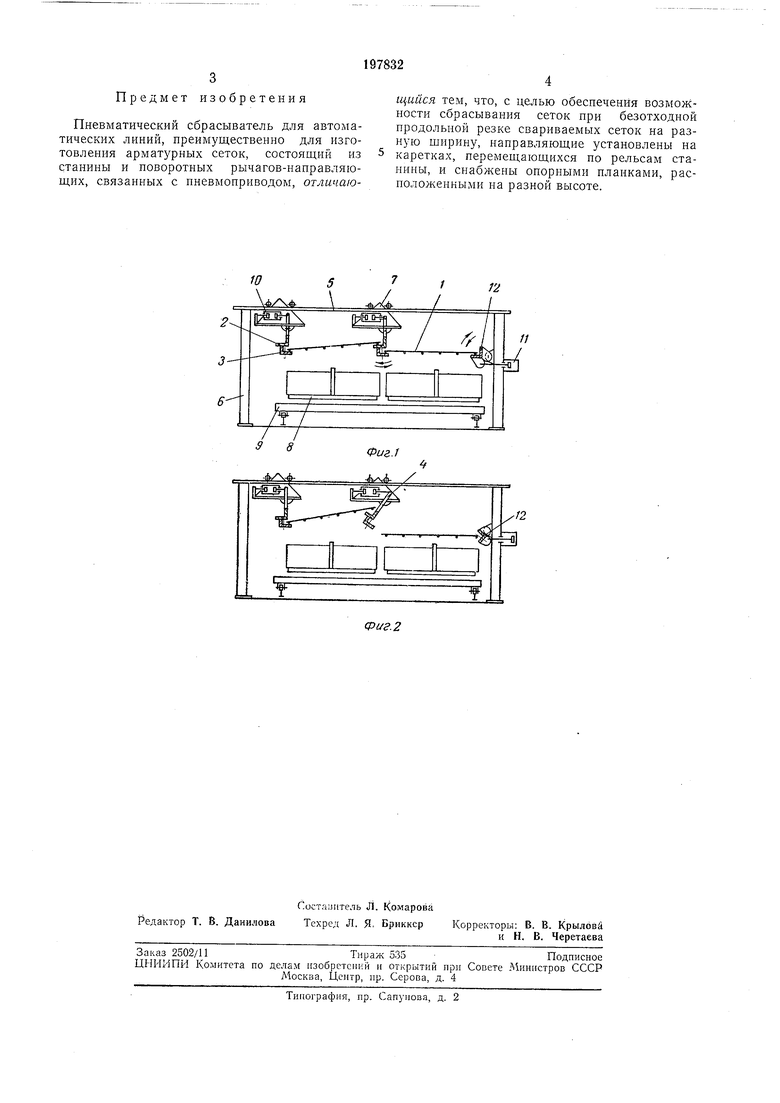
На фиг. 1 изображен пневматический сбрасыватель, поперечный разрез; на фиг. 2 - то же, в момент сбрасывания первой сетки.
Разрезанные сетки / попадают на опорные планкн 2 и 5 .разделительных направляющих 4. Так как продольную резку сетки выполняют без отходов, т. е. без вырезки участка поперечного прутка, после перерезки сваренной сетки в стыке полученных сеток поперечные прутки касаются друг друга.
Для размещения между двумя сетками разделительных направляющих 4 их опорные планки 2 и 3 расноложены на разной-высоте и разделяют края сеток по высоте так, что край одной сетки перемещается по верхней
опорной планке, находящейся выше плоскости неразрезанной сетки, а смежный край др}той сетки - по опорной планке 3 в нлоскости перерезанной сетки.
Разделительные направляющие 4 перемещаются по рельсам 5 станины 6 на каретках 7 и при изменении щирины сеток устанавливаются в нужном положении так, чтобы их ось совпадала с линией реза. Когда свариваемые сетки достигают нужной длины, производится рез гильотинными ножницами, и готовые сетки сбрасываются в кассеты 8, установленные нод сбрасывателями на тележке 9. Сетки поочередно сбрасываются - сначала пневмоцилиндрами 10, 11 отбрасываются крайняя стационарно установленная направляющая 12 и ближайщая к ней разделительная направляющая 4 (см. фиг. 2), и происходит падение первой сетки в кассету 8; потом происходит поочередное сбрасывание следующих по щирине сеток.
Для отбрасывання разделительных направляющих 4 в них используются двухпорщиевые пневмоцилиндры 10, имеющие три фиксированные положения. Затем нанравляющне 4 и 12 возвращаются в исходное положение, и цикл работы пневматического сбрасывателя повторяется.
Предмет изобретения
Пневматический сбрасыватель для автоматических линий, преимущественно для изготовления арматурных сеток, состоящий из станины и иоворотных рычагов-нанравляющих, связанных с иневмоприводом, отличающийся тем, что, с целью обесиеченйя возможности сбрасывания сеток нри безотходной продольной резке свариваемых сеток на разную ширину, направляющие установлены на каретках, перемещающихся по рельсам станины, и снабжены опорными планками, расноложенными иа разной высоте.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| ПРИЕМНЫЙ СТОЛ К УСТРОЙСТВУ для РЕЗКИ ПРОКАТА | 1968 |
|
SU222129A1 |
| УСТРОЙСТВО для РАСКРОЯ и стыковки ПРОРЕЗИНЕННОЙ ТКАНИ | 1970 |
|
SU264683A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| ПНЕВМАТИЧЕСКИЙ СБРАСЫВАТЕЛЬ К АВТОМАТИЧЕСКИМ ЛИНИЯМ | 1971 |
|
SU313635A1 |
| Устройство для сварки арматурных сеток | 1977 |
|
SU732058A1 |
| Устройство для разделения и кассетирования потока изделий | 1981 |
|
SU994346A1 |
| Способ вырезки заготовок на машинах термической резки и устройство для его осуществления | 1990 |
|
SU1784421A1 |
| Линия для сборки и сварки арматурных каркасов | 1985 |
|
SU1318364A1 |
- /44Фиг.}
-4/чА- /
