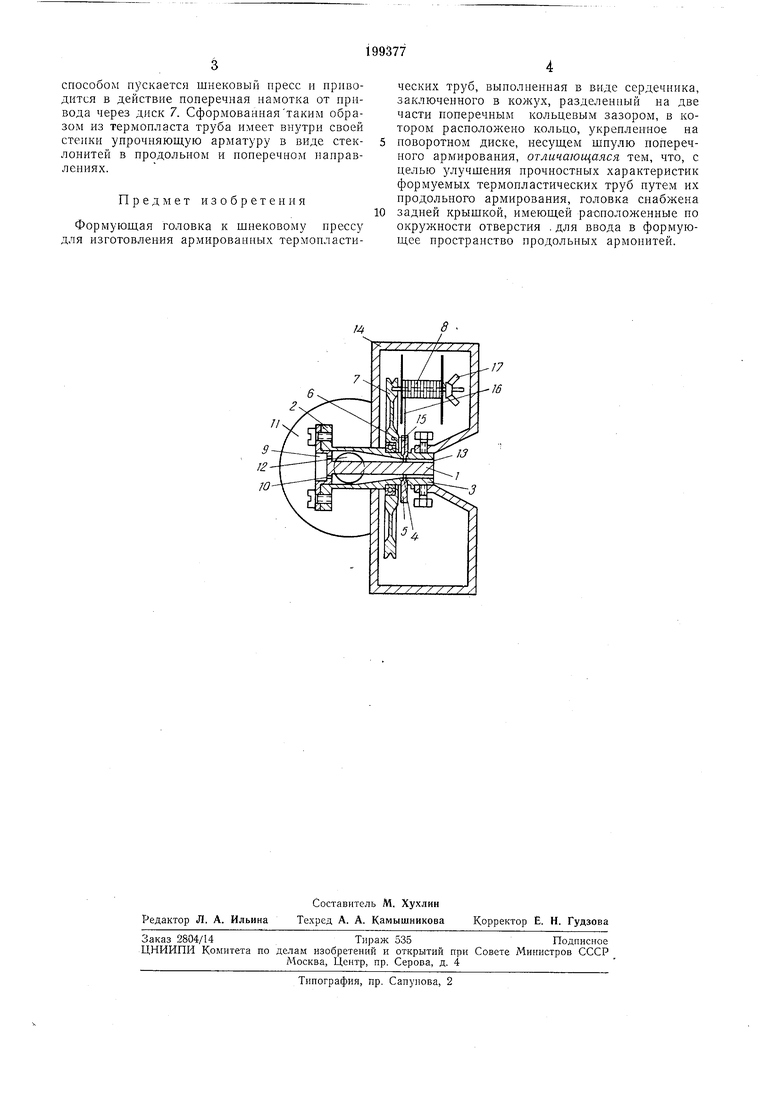
Известная формующая головка для изготовления труб из термопласта имеет кольцевой канал, образованный стенками кожуха и сердечника, в котором происходит формование трубы. Армирование упрочняющими нитями осуществляется устройством, состоящим из кольца с отверстиями, через которые в трубу проходит нить, намотанная на шпулю, вращающуюся вокруг головки. Однако при использовании такой головки трубы получаются недостаточно прочными. Предлагаемая головка к щнековому прессу отличается от известной тем, что она снабжена задней крыщкой с расположенными по окружности отверстиями для ввода в формующее пространство продольных армонитей. Благодаря такой конетрукции головки улучщаются прочиостные характеристики формуемых термоПластовых труб путем их продольного армирования. На чертеже изображена описываемая головка. Она выполнена в виде сердечника /, заключениопо в кожух, который разделен на две части 2 и 3 поперечным кольцевым зазором 4. В последнем расположено подвижное кольцо 5, которое укреплено щпилькой 6 на поворотном диске 7, несущем шпулю. 8 поперечного армирования. Головка снабжена задней крыщкой 9 с расположенными по ее окружиоети отверстиями 0 для ввода в форм ющее пространство продольных армонитей. Головка присоединяется к шнековому прессу при помощи фланца //. Расплавленная масса термопласта поступает из прееса в головку через отверстие 12. Труба формуется в кольцевом канале 13, который образуется между сердечником 1 и кожухом. Часть 3 кожуха прикреплена к головке скобой 14. Кольцо 5 имеет почти радиальное отверстие 15, через которое проходит армирующая нить 16 со щпули 8. Последняя снабжена тормозным устройством в виде пружин (на чертеже не показано), которые регулируются гайками 17, что позволяет менять натяжение армирующей нити и глубину ее погружения в тело термонлаетовой трубы. Процесс формования трубы из термопласта с упрочняющей прокладкой состоит в следующем.I Перед началом прессования трубы продольная армонить протягивается через отверстия 10 вдоль кольцевого канала 13 равномерно по всей окружности. Затем нить 16 заправляется для ноперечной арматуры ео шпули 8 через радиальное отверетие 15 кольца .5 в кольцевой канал 13 для укладывания по спирали но мере иродвижения трубы и создануя ее иоперечного упрочнения. После заправкн упрочняющей арматуры в головку известным
способом пускается шнековый пресс п приводится в действие поперечная памотка от прпвода через диск 7. Сформованпаятаким образом из термопласта труба имеет внутри своей стенки упрочняющую арматуру в виде стеклонитей в продольном и иоперечном направлениях.
Предмет изобретения
Формующая головка к швековому прессу для изготовления армированных термопластических труо, выполненная в виде сердечника, заключенного в кожух, разделенный на две части поперечным кольцевым зазором, в котором расположено кольцо, укрепленное на поворотном диске, несущем щпулю поперечного армирования, отличающаяся тем, что, с целью улучшения прочностных характеристик формуемых термопластических труб путем их продольного армирования, головка снабжена задней крышкой, имеющей расположенные по окружности отверстия . для ввода в формующее пространство продольных армонитей.
7/
