В известном устройстве для шлифовки рабочей части оправок для навивки сеток радиоламп оправка закрепляется в шпиндеде и смещается от оси вращения для получения эллипса требуемого радиуса на конце оправки. Шпиндель разворачивается на угол, равный углу клина оправки. За счет качания шпинделя обрабатывается рабочая часть оправки по углу клина с окончательными размерами в плоскости осевого сечения клина. Однако обработанная оправка требует дополнительной ручной пригонки.
Предлагаемое устройство содержит механизм для двойного разворота оси оправки, выполненный в виде наклоняемого под рассчитываемым углом шпинделя н сектора, укрепленного на шпинделе и смещаемого относительно его оси.
Это позволяет получать коническую поверхность оправки за одну операцию без ручной пригонки.
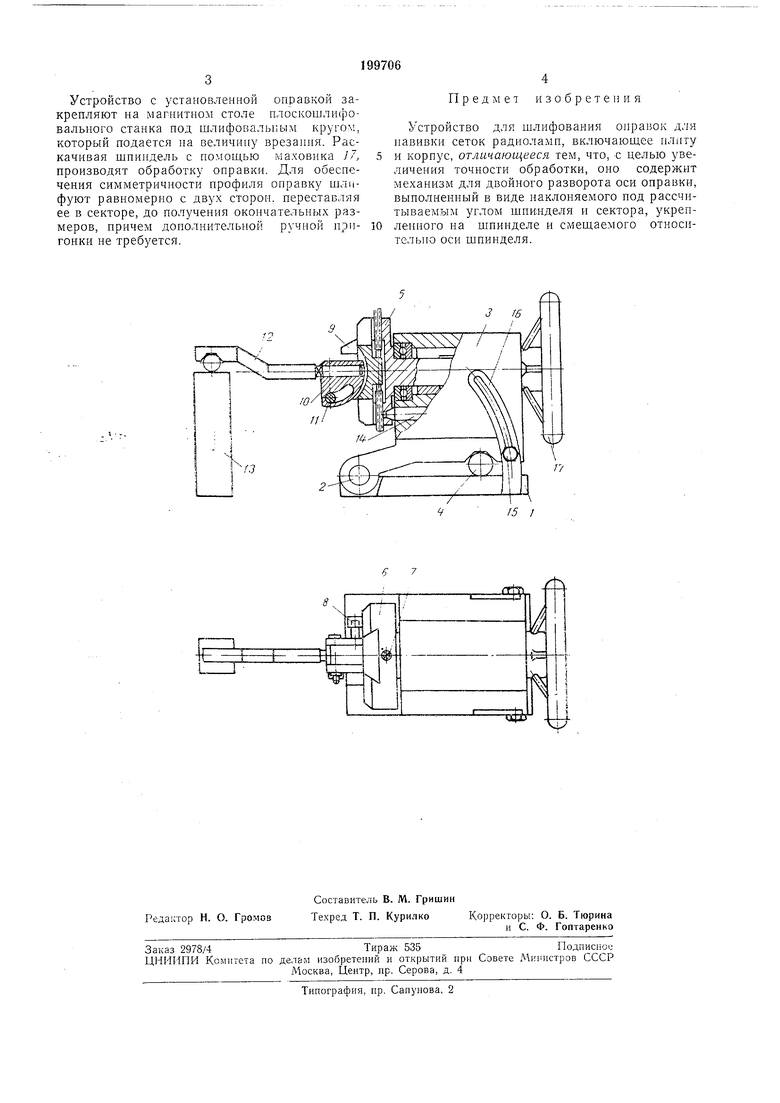
На чертеже изображено предлагаемое устройство в двух проекциях.
центровое расстояние между осью 2 и валиком 4 принято 100 мм. Головка шпинделя имеет направляющую типа «ласточкин хвост, в который каретку 6 устанавливают с номощью винтов 7 на требуемую величину смещения оси оправки относительно оси шпинделя. Величина смещения устанавливается мерными нлитками между штифтом 8 и выступом 9. Оправку закрепляют в каретке на поворотном секторе 10 болтом //. Для разворота сектора на требуемый угол методом синусной линейки служит установочная оправка 12 со стойкой
}з:
Устройство устанавливают на разметочной плите и ось установочной оправки 12 совмещают с осью шпинделя, находящейся в горизонтальном положении. Точность совмещения проверяется индикатором. Шпиндель фиксируют фиксатором 14. Ось установочной оправки разворачивают относительно оси шпинделя подкладыванием набора плиток между стойкой и валиком оправки, а сектор закрепляют болтом. Каретку смещают винтами от оси
шпинделя на требуемую величину по набору плиток. Ось щпинделя с корпусом разворачивают на требуемый угол и фиксируют болтом 15 на планке 16. Затем установочную оправку снимают, а на ее место ставят заготовку щлиУстройство с установленной оправкой закрепляют на магнитном столе плоскошлж ювалыюго станка под шлифовальным кру1Ч.)Ч, который подается на величину врезания. Раскачивая шпиндель с помощью маховика 17, производят обработку оправки. Для обеснечепия симметричности профиля оправку шлифуют равномерно с двух сторон, переставляя ее в секторе, до получения окончательных размеров, причем дополнительиой ручиой пригонки пе требуется.
Предмет изобретения
Устройство для шлифования онраьок для иавивки сеток радиоламп, включаюш,ее плиту и корпус, отличающееся тем, что, с целью увеличения точности обработки, оно содержит механизм для двойного разворота оси оправки, выполненный в виде наклоняемого под рассчитываемым углом шпинделя и сектора, укрепленного на шпинделе п смеш,аемого относительно оси шпинделя.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ТРАВЕРСНЫХ СЕТОК С ПОЯСКАМИ ЖЕСТКОСТИ ИЗ ПЛЮЩЕНКИ | 1969 |
|
SU234530A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПРОДОЛЬНОЙ линии ЗУБЦАКОЛЕСА | 1972 |
|
SU353127A1 |
| Устройство для обработки некруглых отверстий | 1976 |
|
SU660782A1 |
| ТЕЛЕЖКА ДЛЯ ТРАНСПОРТИРОВКИ И УСТАНОВКИ БУРОВЫХ | 1968 |
|
SU217329A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ФАСОННЫХ ОТВЕРСТИЙ ПРОШИВКОЙ | 1973 |
|
SU404581A1 |
| Способ навивки на сетконавивальных станках сеток для приемно-усилительных радиоламп и устройство для осуществления способа | 1955 |
|
SU114089A1 |
| МЕХАНИЗМ УСТАНОВКИ ЭКСПОЗИЦИИ В ФОТОАППАРАТЕ | 1967 |
|
SU201027A1 |
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| ПРИБОР ДЛЯ СОЗДАНИЯ НАКЛОННОЙ плоскости | 1973 |
|
SU365561A1 |
rrtn
