Известен способ дуговой сварки в защитной смеси инертных газов, при котором два потока защитного газа подаются концентрично один другому.
Предложенный способ отличается от известного тем, что в зону сварки у электрода и в зону сварки у изделия подают два потока различных газов или смесей газов. Эти газы или различные смеси газов раздельно окружают анодную и катодную области дуги.
Раздельная подача двух потоков различных газов или различных смесей газов в анодную и катодную области дуги повышает качество сварки и увеличивает производительность труда.
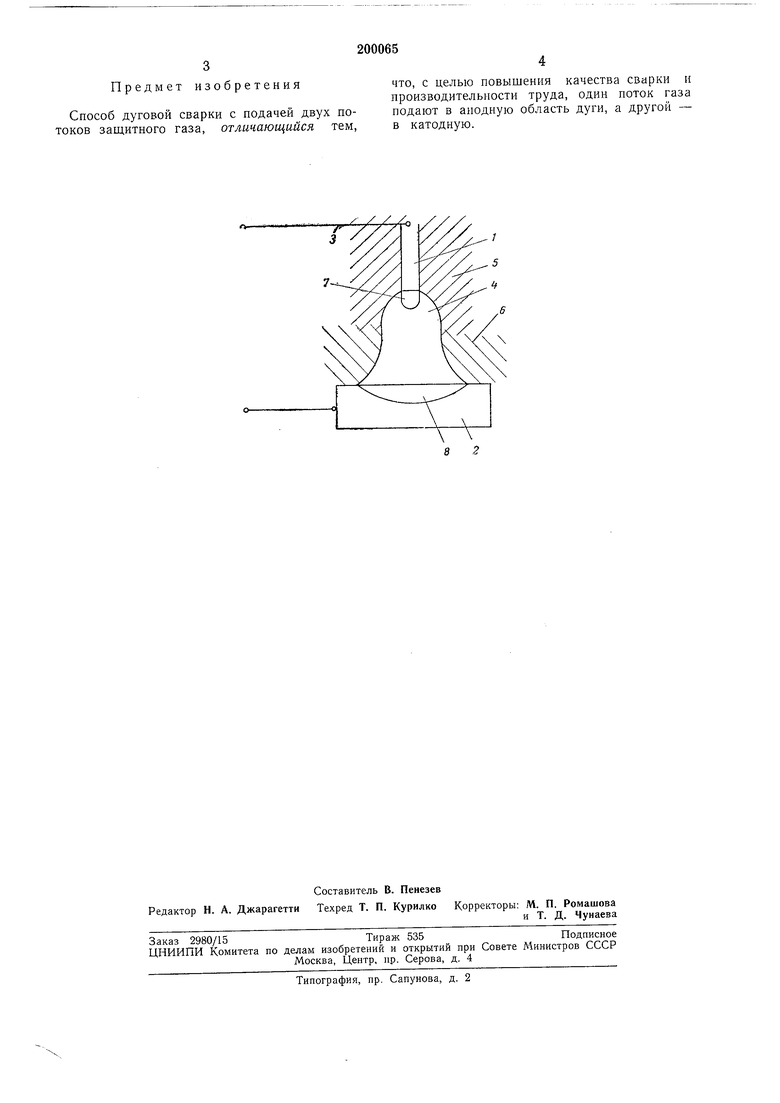
На чертеже приведена схема процесса способом дуговой сварки в раздельных потоках защитных газов.
Процесс дуговой сварки в защитных газах осуществляется в следующей последовательности. Электрод / и изделие 2, токоведущими кабелями 3 подключаются к источнику питания дуги постоянным или переменным током. Между электродом 1 и изделием 2 зажимается дуга 4. Одновременно в зону сварки у электрода 1 подают один поток защитного газа 5 (например, аргон или смесь защитных газов), а в зону сварки изделия 2 подают другой поток защитного газа 6 (например, углекислый газ или смесь защитных газов). При этом часть дуги 4 и активное пятно 7 на электроде окружены аргоном 5, а часть дуги 4 и активное пятно 8 на изделии 2 - углекислым газом 6. Плавление электрода /, образование и отделение от него расплавленной капли происходит как в защитной атмосфере аргона 5. Капли окисляются незначительно и потеря полезных элементов из материала электрода / невелика. Проплавление изделия 2, разогрев кромок и формирование щва происходят как в атмосфере углекислого газа 6. Способ дуговой сварки в потоках двух различных защитных газов (или смеси газов), подаваемых раздельно в анодную и катодную области дуги, позволяет сочетать преимущество отделения капли и минимального окисления расплавленного металла электрода / (как в аргоне 5) с хорощим проплавлением кромок шва на изделии 2 и хорошей формой свариваемого шва (как в углекислом газе 6). При сварке этим способом устраняются недостатки сварки в атмосфере одного защитного газа. Способ дуговой сварки с подачей различных газов или их смесей раздельно в анодную и катодную области дуги 4 повышает качество сварки и производительность труда.
Предмет изобретения
Способ дуговой сварки с подачей двух потоков защитного газа, отличающийся тем,
что, с целью повышения качества сварки и производительиости труда, один поток газа подают в аподную область дуги, а другой - в катодную.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ И СВАРКИ С КОМБИНИРОВАННОЙ ГАЗОВОЙ ЗАЩИТОЙ | 2006 |
|
RU2319584C1 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ механизированной дуговой сварки с короткими замыканиями в среде инертных и защитных газов | 2015 |
|
RU2613247C2 |