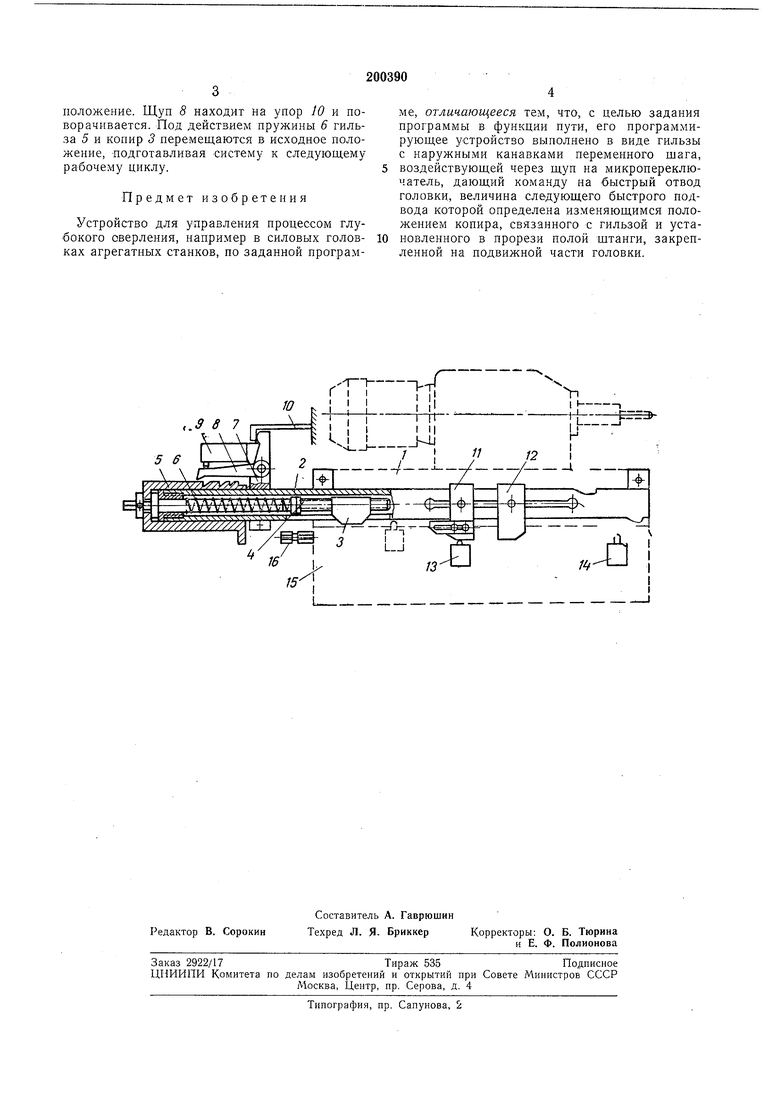
Известны устройства для управления рабочим циклом силовых головок для глубокого сверления, состоящие из устройства для периодической подачи команд на вывод инструмента и механизма увеличения ускоренных ходов на величину просверленной части в функции времени или IB функции сопротивления перемещению. Предлагаемое устройство для управления процессом глубокого сверления осуществляет управление процессом в функции пути. Оно проще по конструкции по сравнению с известными устройствами и надежнее их в работе. Кроме того, конструкция устройства позволяет давать весьма малые по величине перемещения с рабочей подачей. На чертеже изображена силовая головка, оснащенная описываемым устройством. На подвижной части У головки укреплена полая штанга 2, в прорези которой установлен копир 3, связанный винтом 4 с гильзой 5. ИсходЕ ое положение гильзы и копира фиксируется пружиной 6. На щтанге 2 закреплена угловая планка 7, несущая новоротный щуп 8 и микропереключатель 9. Исходное положение щупа фиксируется упором 10. На штанге 2 закреплены также кулачки II vi 12, взаимодействующие с конечными выключателями 13 и М, закрепленными на неподвижной части 15 головки. Подвижной упор 16 служит для остаовки гильзы 5 и копира 3. Рабочий ццкл наинается с включения вращения сверла и усоренного движения вперед. Щуп 8 отходит от пора 10 и прижимается к гильзе 5. Затем копир нажимает на конечный выключатель (или клапан) и включает рабочую подачу. В это время гильза доходит до упора 16 и останавливает копир. Во время рабочего хода гильза стоит на месте, а щтанга 2 с щупом 8 движется вперед до тех пор, пока щуп не попадет в первую канавку на гильзе 5 и, воздействуя на микропереключатель 9, не даст команду на быстрый отвод. При этом щуп, преодолевая сопротивление пружины 6, отводит гильзу 5 и копир 3 вместе со щтангой 2. В момент выхода сверл из отверстия регулируемая часть кулачка 11 нажимает на конечный выключатель 13, размыкая его нормально закрытые контакты. Сверло снова движется вперед ускоренно, пока копир 3, смещенный )1азад на глубину просверленной части отверстия, не включит рабочую подачу и не остановится. Затем щуп 8 выходит из первой канавки, давая предварительную команду на вывод, после чего попадает во вторую канавку. При этом снова происходит быстрый отвод сверла и т. д.
положение. Щуп 8 находит на упор 10 и поворачивается. Под действием пружины 6 гильза 5 и копир 3 перемещаются в исходное положение, подготавливая систему к следующему рабочему циклу.
Предмет изобретения
Устройство для управления процессом глубокого сверления, например в силовых головках агрегатных станков, по заданной программе, отличающееся тем, что, с целью задания программы в функции пути, его программирующее устройство выполнено в виде гильзы с наружными канавками переменного щага, воздействующей через щуп на микропереключатель, дающий команду на быстрый отвод головки, величина следующего быстрого подвода которой определена изменяющимся положением копира, связанного с гильзой и установленного в прорези полой штанги, закрепленной на подвижной части головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ГЛУБОКОГО СВЕРЛЕНИЯ | 1973 |
|
SU383541A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЦИКЛОМ СТУПЕНЧАТОЙ ПОДАЧИ НА СТАНКАХ ГЛУБОКОГОСВЕРЛЕНИЯ | 1971 |
|
SU429927A1 |
| Полуавтоматическая линия для сверления и нарезания резьбы | 1973 |
|
SU438520A1 |
| Агрегатный станок | 1990 |
|
SU1754420A1 |
| Приспособление к станкам глубокого сверления для автомагического управления работой сверла | 1958 |
|
SU117279A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ПЕРИОДИЧЕСКОЙ ПОДАЧЕЙ СВЕРЛА ПРИ ГЛУБОКОМ СВЕРЛЕНИИ | 1966 |
|
SU183009A1 |
| Агрегатный станок | 1982 |
|
SU1006167A1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ СВАРНЫХ СТЫКОВ | 1967 |
|
SU206276A1 |
| Устройство к сверлильному станку для управления ступенчатым сверлением | 1979 |
|
SU937113A1 |
| Кондукторная плита | 1972 |
|
SU460947A1 |
Ъ 11
lt----r
