Изобретение относится к полуавтоматическим линиям для сверления и нарезания резьбы, например, в кожухе моста ведущих колес комбайна и может Оыть использовано в машиностроительной промышленности.
Известны полуавтоматические линип для сверления и нарезания отверстий в корпусных деталях, в которых контроль наличия просверленных отверстий осуш,ествляется вне рабочей позиции па специальпом контрольном приспособлении, что усложняет конструкцию линии и увеличивает ее габариты.
Предлагаемая полуавтоматическая линия отличается от известной тем, что контрольная позиция размещена непосредственно на рабочей позиции и выполнена в виде отклоняющегося, при рабочем ходе силовой головки, поворотного корпуса с роликом, взаимодействующим с копиром, закрепленным на силовоГ головке.
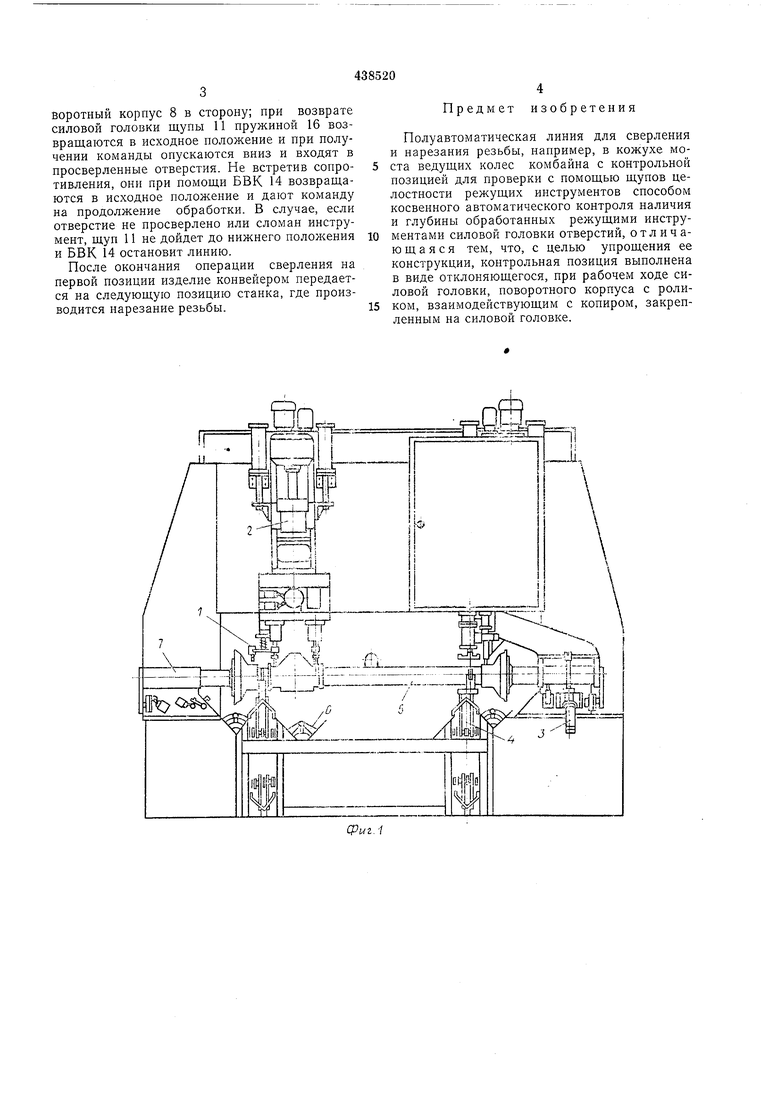
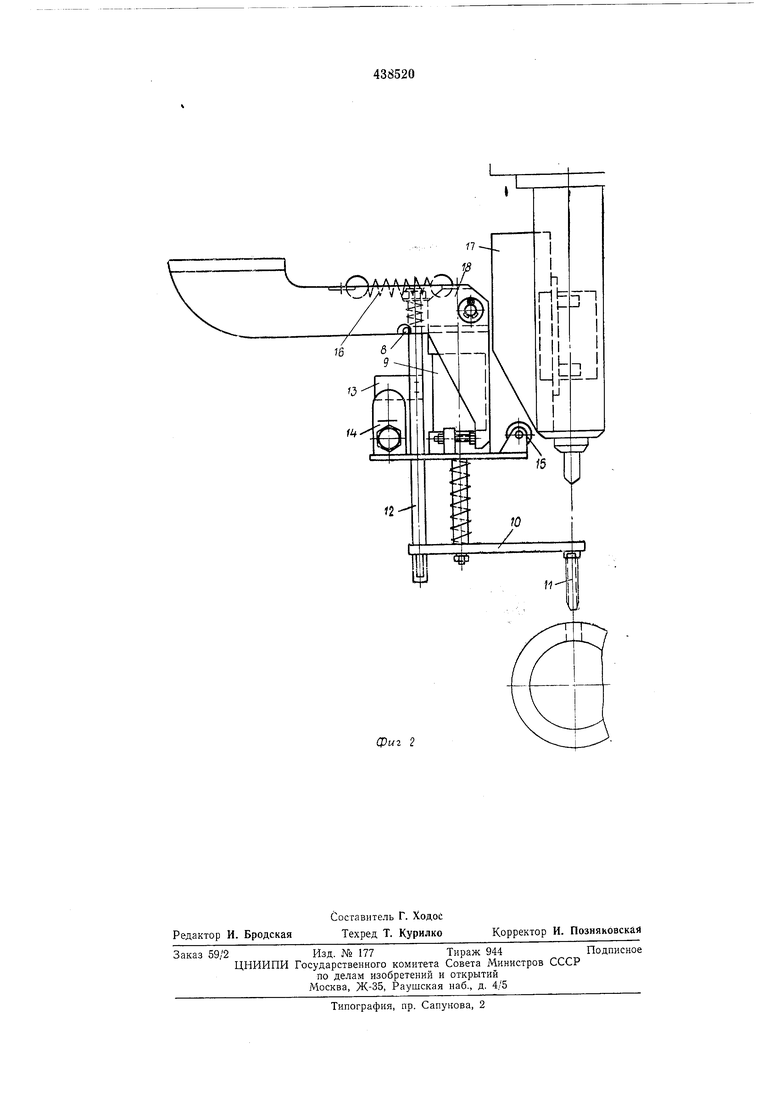
На фиг. 1 пзображе)1а предлагаемая липия; на фиг. 2 - устройство для контроля со щупом.
Полуавтоматическая линия состоит из двухпозиционных станков одина сового типа, имеющих контрольную позицию 1, силовые головки 2, поворотное устройство 3, пульсирующий
конвейер 4 для передачи изделия 5 между станками, скребковый конвейер 6 для удалепия стружки, зажимные бабки 7.
Контрольная позиция 1 состоит из поворотного корпуса 8, на котором укреплен пневмоцилиндр 9 со штоком, имеющим пластину 10, на которой закреплены пружинные щупы 11. На нластине 10 расположен стержень 12 с флажком 13, воздействующим на бесконтактпый копцевой выключатель (БВК) 14. На поворотном корпусе 8 укреплен ролик 15, который пружиной 16 прижат вместе с поворотны.ч корпусом к копиру 17. Поворотный корпус 8 подвешен на кронштейне 18.
Изделие 5, подлел ащее обработке, устанавливают на пульсирующий конвейер 4 и закрепляют, затем конвейер перемещает изделие на шаг, производится окончательное креплеппе и начинается обработка. На первых позициях сверлятся отверстия силовыми головками. После окончания сверления и отвода сверл осуществляется контроль наличия и глубины обработанных режущими инструментами отверстий контрольной позицией 1.
Это нроисходит следующим образом. При сверлении отверстия силовая головка 2, воздействуя кониром 17 на ролик 15, отводит поворотный корпус 8 в сторону; при возврате силовой головки щупы 11 пружиной 16 возвращаются в исходное положение и при получении команды опускаются вниз и входят в просверленные отверстия. Не встретив сопротивления, они при помощи БВК И возвращаются в исходное положение и дают команду на продолжение обработки. В случае, если отверстие не просверлено или сломан инструмент, щуп 11 не дойдет до нижнего положения и БВК 14 остановит линию.
После окончания операции сверления на первой позиции изделие конвейером передается на следующую позицию станка, где производится нарезание резьбы.
Предмет изобретения
Полуавтоматическая линия для сверления и нарезания резьбы, например, в кожухе моста ведущих колес комбайна с контрольной позицией для проверки с помощью щупов целостности режущих инструментов способом косвенного автоматического контроля наличия и глубины обработанных режущими инструментами силовой головки отверстий, отличающаяся тем, что, с целью упрощения ее конструкции, контрольная позиция выполнена в виде отклоняющегося, при рабочем ходе силовой головки, поворотного корпуса с роликом, взаимодействующим с копиром, закрепленным на силовой головке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1982 |
|
SU1006167A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Агрегатный станок | 1990 |
|
SU1754420A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Устройство для сверления отверстий малого диаметра | 1972 |
|
SU441111A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ШПАЛ ОТ РАСТРЕСКИВАНИЯ | 1998 |
|
RU2151835C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ПРОЦЕССОМ ГЛУБОКОГОСВЕРЛЕНИЯ | 1967 |
|
SU200390A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК КОРПУСОВ ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170977C1 |
Сриг.1
фиг 2
