Изобретение относится к трубогибочным станкам для пространственной последовательной гибки труб и может быть использовано в массовом или крупносерийном производстве изогнутых гидро- или пневмотрубок в различных-отраслях промышленности.
Цель изобретения - повьшение производительности трубогибочного станка за счет автоматизации процесса гибки.
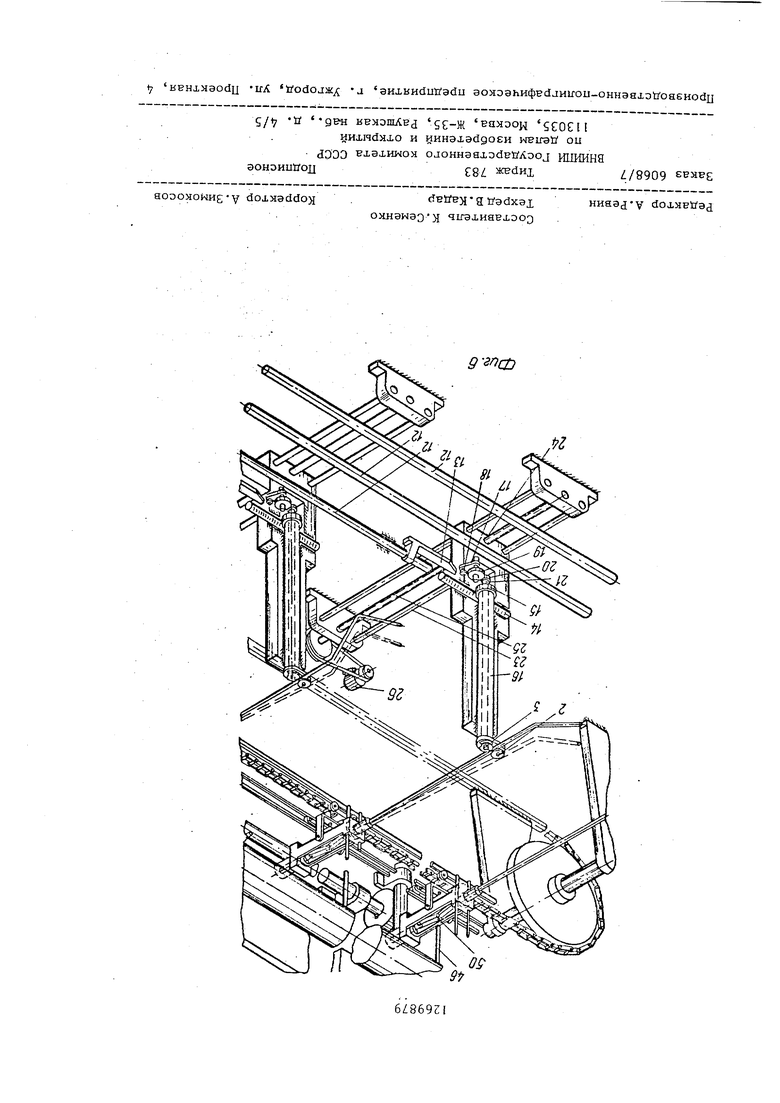
На фиг,1 изображена кинематическая схема трубогибочного станка; на фиг.2 - взаимное положение шаблона, гибочного ролика и трубки в момент ее зЗгрузки в зону гибки; на фиг.З то же, в момент ее гибки; на фиг.4 то же, в момент ее выгрузки из зоны гибки; на фиг.З -- механизм зажима . трубы; на фиг.6 - .часть кинематической схемы.
Трубогибочный станок состоит из установленных на станине узлов гибки и привода, содержащих шестеренчато-кулачковую и кривошипно-шатуннута системы. Трубогибочный станок содержит гибочные головки 1 , состоящг е из гибочного ролика 2 и шаблона З пово ротные залсчмные головки 4, закрепленные шарнирами 5 на ме ктюзиционном транспортере б.
Привод рабочего движения гибочного ролика 2 и установочного движения шаблона 3 включает в себя электродвигатель 7, кривошипно-шатунную сис. тему 8, на ползуне 9 которой З31креплен поворотный наладочный цилиндр 10 с расположенными на нем (равномерно по окружности рядами) тoлкaIOПщ щ стержнями 11 переменной длины. Соосно стержням 11 на различных от них расстояниях располагаются скалки 12, на которых закреплены клинья 13, а далее располагаются рейки 14, находящиеся в зацеплении с шестернями 15 сидящит на валу 16, на котором эксцентрично закреплен гибочш й ролик 2.-Против клиньев 13 на рычагах 17 расположены ролики 18 и шестерни 19, находящиеся в зацеплении с шестернями 20. Шестерни 20 посажены на валу 21 , который размеща етсн внутри полого вала 16. В- верхцей части вала 21 закреплен шаблон 3. Скалка 12, клин 13, рейка 14, шестерня 15, вал 16,рычаг 17, ролик 18, шестерни 19 и 20, вал 21 и гибочная головка 1 находятся в одном корпусе 22, который.
в свою очередь, покоится на направляющих 23 и через гайку 24 связан резьбой с винтом 25, который кинематически связан с электродвигателем
26.
Привод межпозиционного цепного транспортера включает в себя электродвигатель 7, кулачок 27, ролик 28 на рычаге 29,пару шестерен 30 с обгонной храповой муфтой 31 и звездочку 32, а также кулачок 33, ролик 34, рычаги 35, пару шестерен 36 и обгонную храповую муфту 37.
Привод зажима трубки, поворота ее
относительно оси шарнира 5 содержит электродвига;тель 7, кулачок 38, ролик 39, рычаг 40, пару конических шестерен 41, две.шестерни 42, две рейки 43, ползун 44, на котором закреплен поворотный наладочный цилиндр 45 с расположенными на нем (равномерно по окружности рядами) толкающими стержнями 4&-. и 47, имеющими различные длины. Соосно с толКаюшями стержними 46 и 47 на различных расстояниях от зажимной головки 4 располагаются скалки-рейки 48 и 49 и рычаги 50 зажимного механизма. Скалки-рейки 48 и 49 находятся в зацеплении с шестернями 51, оси которых совпадают с осью трубки, удерживаемой зажимной головкой 4. Станок имеет наладочные штурвалы 52, и 53.
Трубогибочный станок работает слеДУЮ11ЩМ образом.
Электродвигатель 7 через кривошипно-щатунную систему 8, кулачки 27, 33 и 38 приводит в движение по заданной последовательности толкающие
стержни-11,46 и 47 и транспортер в ее шаговом движении. В первой позиции производится загрузка трубки из непоказанного на чертеже магазина в зев зажим1€ого механизма, который зажимает трубку при нажатии толкающего стержня 46 на рычаги 50. Далее на трубке в каждом из последующих п-х узлов гибки станка последовательно образуется один гиб за другим, а одповременно в п-ом количестве узлов гибки станка производится п-ое количество гибов на п-ом количестве трубок. Таким образом, за один цикл станок вьщает на разгрузочную позицию
станка одну трубку с произведеннымна ней п-ым количеством гибов. Трубка, удерживаемая зажимной головкой 4, переносится из загрузочной по3I
зиции цепным межпозиционным транспортером 6 шаговым движением последовательно в последующие гибочные позиции. При этом переносе конец трубки пов оротом относительно оси шарнира 5 приподнят так, что трубка находится выше гибочного ролика 2 и шаблона 3. В этом переносном приподнятом (см. пунктирные линии положения трубки) положении зажимная головка 4 с трубкой удерживается пружиной (не показана) .
Когда транспортер 6 после шагового перемещения трубки разместит ее над очередной гибочной позицией, толкаюш 1е стержни 47, наезжая на скалкирейки 48 и 49, повернут относительно шарнира 5 трубку, в горизонтальное положение так, что трубка войдет в зонумежду.гибочным роликом 2 и шаб лоном 3 (фиг.2). Когда трубка займет вышеуказанное горизонтальное положение, движение ее поворота относительно шарнира 5 останавливается фиксируюш;им упором, а тол-кающие стержни 47, продолжая свое движение, начинают перемещать скалки-рейки 48 и 49 относительно остановившегося корпуса 4, при этом перемещении скалкирейки 48 и 49 через шестерню 51 по- ворачивают совместно с захватом трубку относительно ее оси на нужный угол предстоящей плоскости гиба. Величина угла этого поворота трубки зависит или определяется величиной перемещения скалок-реек 48 и 49, которая, в свою очередь, зависит от длины толкающих стержней 47. Поэтому каждому углу поворота трубки отвечает своя определенная соответствующая дпина толкающих стержней 47. Далее трубка возвратным движением межпозидионного транспортера.6 перемещается на величину а с тем, чтобы трубка разместилась в желобе гибочного ролика 2. При этом, если шаговое межпозиционное перемещение трубки осуществляется от кулачка 27 через обгонную храповую муфту 31, то вьшеуказанное возвратное перемещение трубки в желоб ролика. 2 на яеличину CL осуществляется от кулачка 33 через обгонную храповую муфту 37. После этого начинается, перемещение через толкаюш 1е стержни II скалок 12, и клинья 13, наезжая на ролики 18, поворачивают через рычаги 17 и валы 16 шаблоны 3 из положения для.загрузки трубок в
698794
рабочее положение. Скалки 12, продолжая перемещение, наезжают на скалкирейки 14, которые через шестерни 15 и валы 16 поворачивают гибочные роли5 ки 2, которые, в .свою очередь, изгибают при этом трубки на всех различных гибочных позициях на различные нужные углы за счет соответствующих различ.ных длин толкающих стержней 11 , 10 При возвратном движении толкающих . стержней гибочный ролик 2 и шаблон 3 возвращаются в исходное положение под действием пружин (не показаны). Далее от кулачка 27 через обгонную 5 храповую муфту 31 трубка перемещается транспортером 6 из рабочего ее положения в желобе ролика 2 в положение, из которого она поворотом относительно шарнира 5 пружиной (не показ.ана) 20 поднимается над роликом 2 и шаблоном 3, так как в это время толкающие стержни 47 кулачком 38 поднимаются вверх. Далее начинается межпозиционное перемещение трубок и цикл пов25 торяется.
При переналадке станка на гибку трубки другой конфигурации гиба необходимо вьтолнить следующие операции:, штурвалами 52 и 53 повернуть наладоч30 ные цилиндры 10 и 45 в их требуемое
соответствующее данной трубке положе ние, и через кнопку Пуск, электродвигатель 26 переместить корпус 22 до их требуемого фиксируемого положа5 переходе станка на гибку труб-j
ки другого диаметра необходимо поме- нять гибочные ролики, шаблоны и захваты. Вьштеуказанная переналадка про0 изводится в течение 5-10 минут.
Автоматизация и повьш1ение произ. водительности, достигаемые на станке, высвобождают рабочие места с улучшением условий труда.
45
Формула изобретения
Трубогибочный станок для последовательной пространственной гибки
труб, содержащий установленный на станине и связанный с приводом узел гибки, состоящий из механизмов зажима и поворота трубы и гибочной головки, включающей поворотный гибочный ролик и шаблон, отличающийся тем, что, с целью повьшения производительности за счет автоматизации процесса гибки, он снабжен
дополнительными узлами гибки, установленными перпендикулярно направлению подачи трубной заготовки и межпозидионным транспортером, каждагй узел гибки снабжен механизмом установки трубы в гибочную головку, шаблон- вьтолнан поворотным, привод выполнен в виде двигателя, шестереннокулачковой системы, связанной с меха низмами зажима, поворота и установки и с транспортером, и кривошипно-ша698796
тунной системы, связанной с гибочным роликом и шаблоном, каждая система снабжена наладочным поворотным цилиндром с расположенными на нем рав5 номерно по окружности и неравномерно вдоль образующей толкающими стержнями, установленными с возможностью взаимодействия с механизмами станка и шаблоном и выполненными с длинами, 10 пропорциональными их величинам перемещения.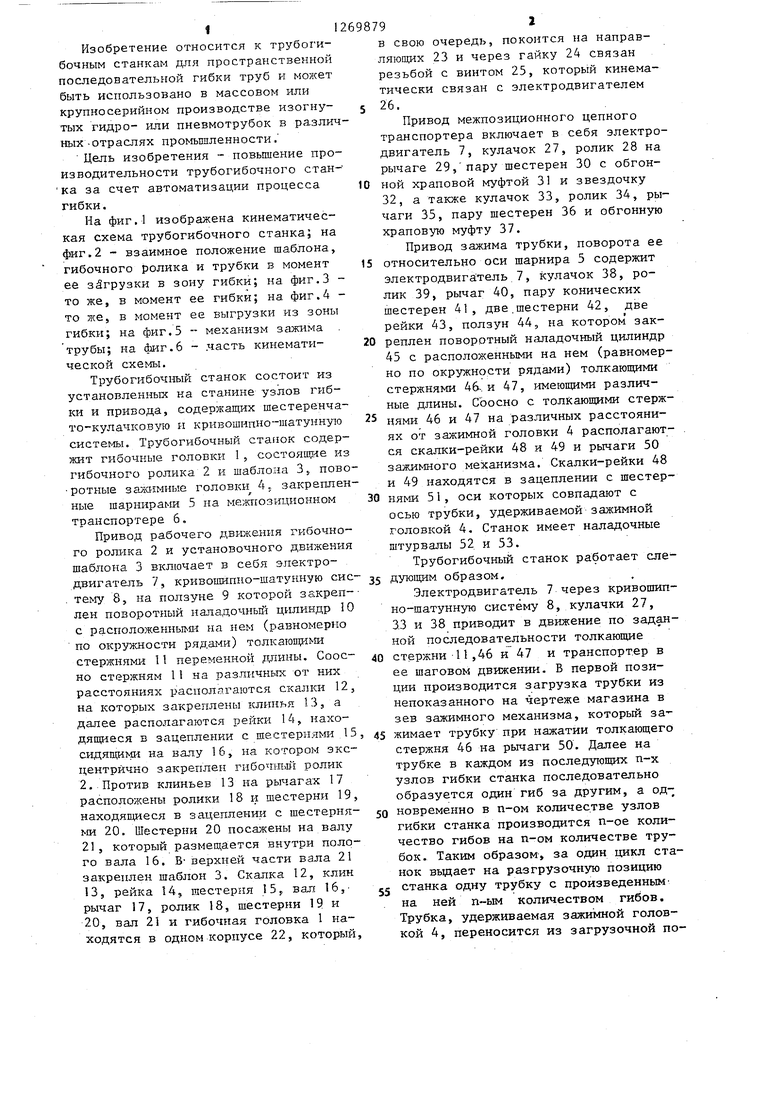
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОГИБОЧНЫЙ СТАНОК | 1987 |
|
SU1429414A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
| Станок для изготовления змеевиков | 1977 |
|
SU725766A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Трубогибочный автомат | 1986 |
|
SU1526871A1 |
| Трубогибочный станок | 1965 |
|
SU456661A1 |
| Станок для двусторонней гибки труб | 1987 |
|
SU1523215A1 |
| Трубогибочный станок | 1981 |
|
SU988410A1 |
| Трубогибочный станок | 1976 |
|
SU662196A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |


Изобретение относится к трубогибочным станкам и может быть использовано при производстве изогнутых гидро- или пневмотрубок в различных отраслях промьгашенности. Целью изобретения является повьшение производительности за счет автоматизации процесса гибки. Станок содержит установленные на станине перпендикулярно направлению подачи трубы узлы гибки с приводом и межпозиционный транспортер, предназначенный для передачи трубы от одного узла гибки к другому. Привод узлов гибки содержит двигатель, шестеренчато-кулачковую систему, связанную с механизмами зажима, поворота и установки трубы в гибочную головку, а также с транспортером, и кривошипно-шатунную систему, связанную с гибочными роликами и шаблонами. Наличие в обеих системах наладочных поворотных цилиндров с расположенными на них равномерно по окружности и неравномерно вдоль образуюФ щей толкающими стержнями переменной длины позволяет за счет взаимодейстСО вия последних со скалками и рычагами механизмов зажима, поворота, установки и гибки осуществлять подготовительные и гибочные операции одновременно на всех гибочных узлах. 6 ил.
Фиг./
aoooMONHgv dox:H9ddO)i
clBtfBjiatfadxai
ниаэду doxHEtfa охнэнээ) Ч1гэа.иявхооэ
6Z869cI KBHj.H3OdL irA fodojac -a эихкийиСэйи эoяээllИфвdJИlrou-oннэaJ,ot oяeнodlJ g/i7 -H 9ra нвмошАвдse-Ж няяэои ЧСОеП HHii4dHJ.o иHHHaiadgoEH wFiratf ou dDOO BxaxHwoHoJOHHaaiodetfAooj И11ИИН9 эоноии оцeSZ «BdHj,/i/8909 ЕВ:ЯБ
| Универсальный трубогибочный станок | 1979 |
|
SU772649A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Трубогибочный станок | 1965 |
|
SU456661A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
