и /5 f
,LL
5
V ,J
« J5
37 35 3 3Z
I 31 / ,П
; &
2Z
сл ю
со ю
сд
Изобретение относится к трубоги- бочному оборудонанию и может быть применено в различных отраслях маии- ностроения, в частности в энергомашиностроении при изготовлении труб с двусторонними гибами, используемых в теплообменных устройствах котло- агрегатов.
Цель изобретения - расширение тех- нологических возможностей за счет изготовления гнутых труб с уменьшенным радиусом гиба и улучшение качества изделий путем снижения их овализа- ции и разностенности поперечного се- чения.
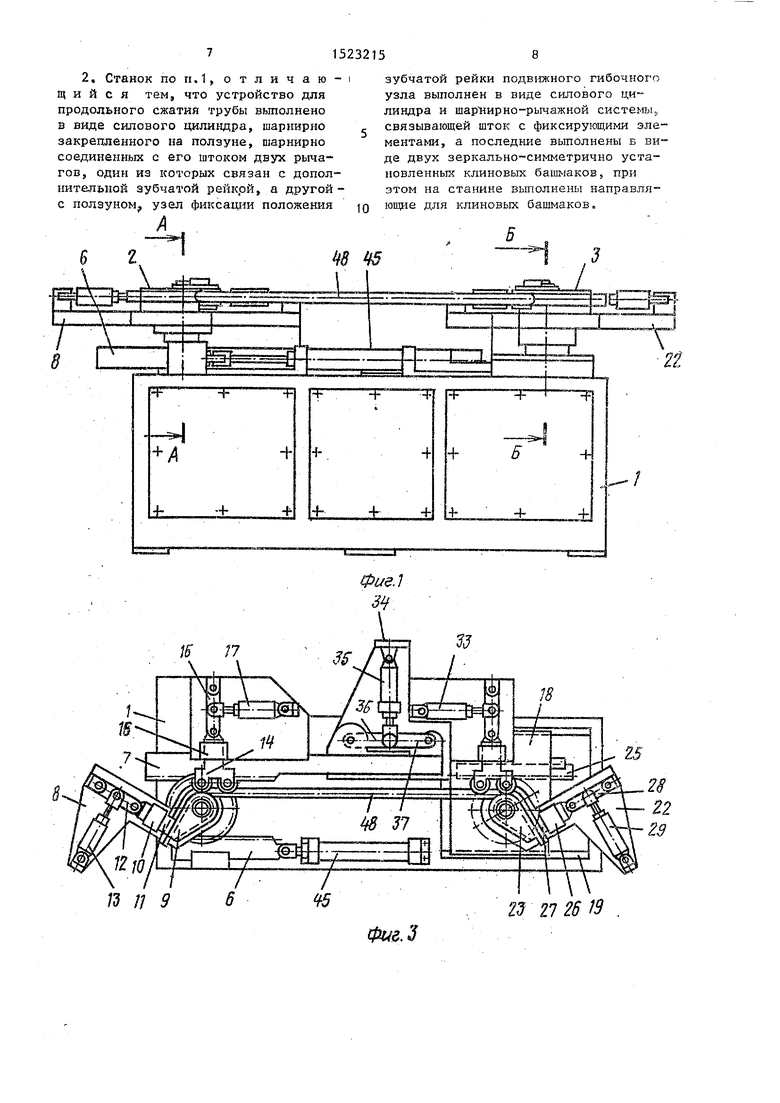
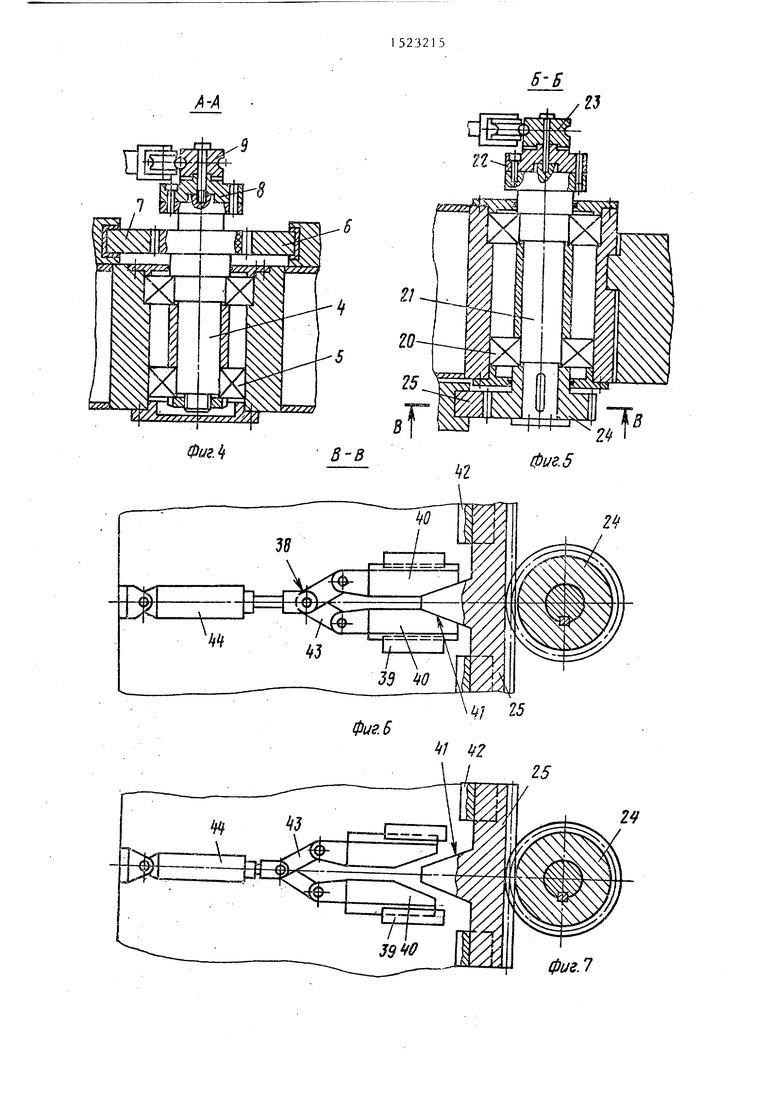
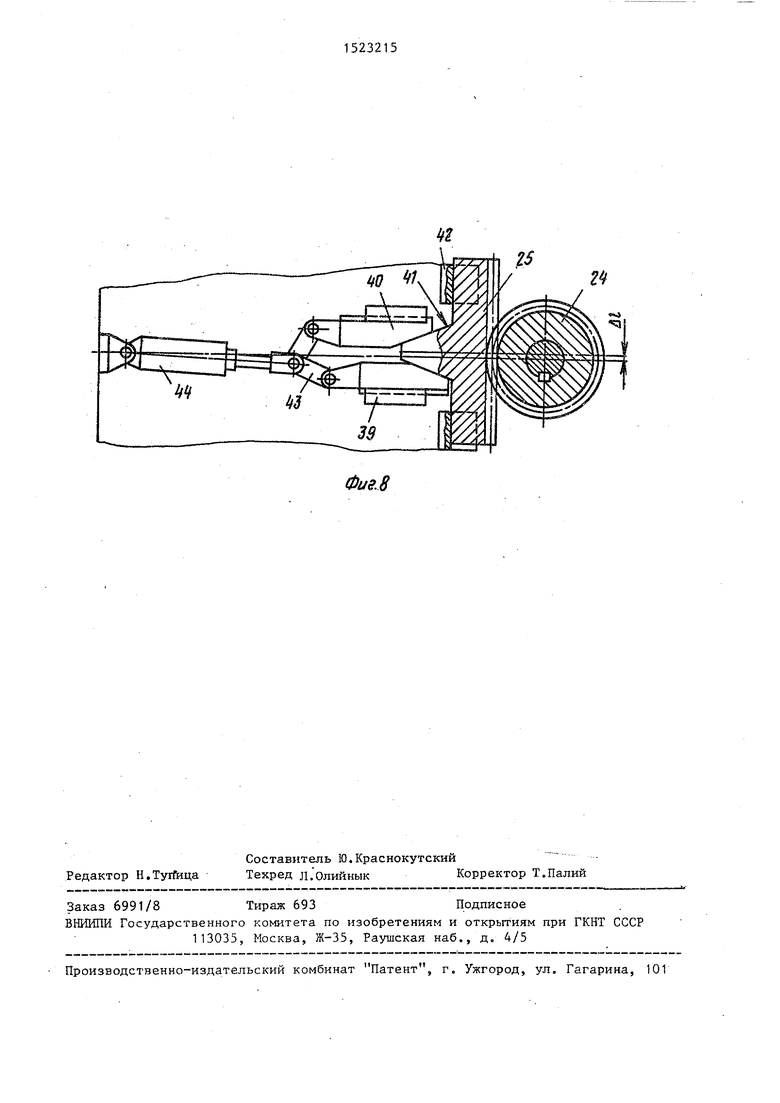
На фиг.1 показан станок для двусторонней гибки труб, вид спередиJ. на фиг.2 - то же, исходное положение перед гибкой, вид в плане; на фиг.З - то же, положение механизмов станка в процессе гибки, вид в плане, на фиг.4- разрез А-А на фиг.1, на фиг.5 - разрез Б-Б на фигр1; на фиг.6 - разрез В-В на фиг.5; на фиг.7 - узел фик- сации, положение при отводе клиновых башмаков; на фиг,8 - то же, положение при создании осевого сжимающего усилия в трубе на величину Д1, идентичную величине относительного про- дольного удлинения материала трубы, определяемую в зависимости от радиуса гибки, наружного диаметра трубы, механических свойств материала трубы.
Станок содержит станину 1, стационарный гибочный узел 2 и подвижньй гибочньш узел 3. Гибочньй узел 2 содержит вал-шестерню 4, смонтированную в подшипниках 5 станины, контак- тирующую с одной стороны с приводной зубчатой рейкой 6, с другой - с дополнительной силовой зубчатой рейкой 7 о
В верхней части вала-щестерни жестко закреплены поворотная плита 8 и гибочный шаблон 9. На поворотной плите 8в направляющих 10 установлен залсим 11, связанньй посредством шарнирно-рычажной системы 12 со штоком цилиндра 13. Блок 14 гибочных ролико гибочного узла 2 смонтирован в направляющих 15 и связан посредством шарнирно-рьгчажной систейы 16 со штоком цилиндра 17.
Подвижный гибочньй узел 3 состоит из ползуна 18, установленного в направляющих 19 станины, в подшипниках 20 которого смонтирован вал 21, в
Q 5
0 5 о
5
0
5
0
5
верхней части которого жестко закреплены поворотная Плита 22 и гибо гкьп - шаблон 23, а в нижней - шестерня 24, контактирующая с зубчатой рейкой 25.
На поворотной плите 22 в направляющих 26 установлен зажим 27, связанный посредством шарнирно-рычажной системы 28 со штоком цилиндра 29. В направляющих 30 ползуна смонтирован блок 31 гибочных роликов, связанньй посредством шарнирно-рьгчажной системы 32 со штоком цилиндра 33.
На ползуне 18 установлено устройство 34-для продольного сжатия трубы, включающее силовой цилиндр 35, шарнирно-рьгчажную систему в виде рычага 36, связанного с ползуном и штоком цилиндра 35, и рычага 37, взаимодействующего с зубчатой рейкой 7 и штоком цилиндра 35, а также узел 38 фиксации положения зубчатой -рейки 25, смонтированньй на станине под ползуном и состоящий из двух зеркально установленных в направляющих 39 станины клиновых башмаков 40, периодически контактирующих с двусторонним клином 41 зз бчатой рейки-фиксатора 25, смонтированной в направляющих 42 станины. Клиновые башмаки 40 связаны посредством шарнирно-рычажной системы 43 с приводным цилиндром 44,
Привод шаблона стационарного гибочного узла 2 осуществляется силовым цилиндром 45 посредством приводной зубчатой рейки 6. Силовая зубчатая рейка 7 установлена с возможностью перемещения в направляющих 46 станины и направляющих 47 ползуна,,На станке производится гибка трубной заготовки 48,
Станок для двусторонней гибки труб работает следующим образом.
Труба 48 устанавливается в рабочие ручьи гибочных шаблонов 23 в следующем положении -механизмов станка: зажимы 11 и 27 разжаты, блоки 14 и 31 гибочных роликов отведены от оси трубы, шток силового цилиндра 45 выдвинут (фиг.2), Фиксация трубы осуществляется заж11мами 11 и 27 при включении цилиндров 13 и 29 на выталкивание штоков, блоки 14 и 31 роликов подводятся к трубе включением цилиндров 17 и 33.
Включением цилиндра 44 на втягивание штока осуществляется разъединение рейки 25 со станиной 1 и, еле
5. 15
довательно, освобождение ползуна 18 с гибочным узлом 3 для свободного перемещения относительно гибочного узл 2 (фиг.7).
Предварительное сжатие средней части трубы на величину ul, компенсирующую относительное продольное удлинение материала, осуществляется устройством 34 за счет создания регули- руемого давления в гидроцилиндре 35.
Включением цилиндра 35 на выталкивание штока осуществляется спрямлени рычагов 36 и 37 (фиг,3) и, таким об- pasoMj сбл11жение ползуна 18 (с гибочным узлом 3) по отношению гибочного узла 2 па величину ftl. На эту же величину смещается и рейка 25 (фиг.8).
Включением цилиндра 44 на выталкивание штока осуществляется жесткое закрепление клиновыми башмаками 40 рейки 25 в направляющих 42 станины и, следовательно, фиксация гибочного узла 3 в исходном положении перед гибкой (фиг„8).
Включением силового цилиндра 45 па втягивание штока зубчатая -рейка б перемеигается вправо (на фиг.З) и, поворачивая вал-шестерню 4 против часовой стрелки совместно с гибочным шаблоном 9 и поворотной плитой 8 с зажимом 11, осуществляет гибку левого участка трубы 48. Одновременно с этим силовая зубчатая рейка 7, контактирующая с валом-шестерней 4, перемещается влево (на фиг.З) и перемещает ползун 18 по направляющим 19 в направлент-ш стационарного гибочного узла 2, а шестерня 24, обкатываясь по зубчатой рейке 25, поворачивает вал 21 совместно с гибочным шаблоном 23, поворотной плитой 22 с зажимом 27 на угол, равный углу поворота гибочного шаблона 9, осуществляя тем самым гибку правого участка трубы 48.
По окончании двусторонней гибки труба расфиксируется отводом зажимов 11 и 27 и блоков 14 и 31 гибочных роликов, зубчатая рейка 25 расфиксируется отводом клиновьк башмаков 40 и при В1шючении гидроцилиндра 35 на втягивание штока ползун 18 с гибочным узлом 3 устанавливается в исходное положение (фиг,7), В этой позиции производится съем гнутой трубы.
Включением цилиндра 44 на выталкивание штока осуществляется жесткая фиксация- рейки 25 в направляющих 42 станины посредством клиновых башма-г
5
0
5
o
0
5
0
5
0
5
ков 40, а при включении силового цилиндра 45 на выталкивание штока гибочные узлы 2 и 3 возвращаются в положение, изображенное на фиг.2..Далее цикл повторяется в описанной последовательности.
Использование изобретения позволяет расширить технологические воз- мойшости за счет изготовления гнутых труб с радиусом гиба менее двух диаметров трубы, а также улучпшть качество изделий за счет уменьшения овал.изации и разностенности.
Фор мула изобретения
1. Станок для двусторонней гибки труб, содержащий смонтированные на станине два кинематически связанных между собой гибочных узла, по меньшей мере один из которых выполнен подвижньм и установлен на ползуне для перемещения вдоль направления подачи заготовки, каждьш из гибочных узлов выполнен в виде размещенного на оси приводного через зубчато-реечную передачу шаблона и гибочных роликов, а также механизма зажима трубы на шаблоне, отличающийся тем, что, с целью расширения технологических возможностей за счет изготовления гнутых труб с уменьшенным радиусом гиба и улучшения качества изделий путем снижения их овализации и разностенности поперечного сечення, он снабжен связанным с ползуном подвижного гибочного узла устройством для продольного сжатия трубы с узлом фиксации на станине положения зубчатой рейки подвижного гибочного узла, кинематическая СВЯЗЬ между гибочными узлами- выполнена в виде дополнительной зубчатой рейки, установленной на ползуне, зубчатая рейка стационарного гибочного узла установлена на станине и выполнена приводной, на станине. выполнены направляющие для зубчатых реек, ось шаблона стационарного гибочного узла выполнена в вала- шестерни, взаимодейстующей с приводной и дополнительной зубчатыми рейками, а фиксирующие элементы узла фиксации положения зубчатой рейки подвижного гибочного узла установлены с возможностью жесткого их соединения с упомянутой зубчатой рейкой.
2. Станок по п.1, отличающий с я тем, что устройство для продольного сжатия трубы вьшолнено в виде силового одливдра, шарнирио закрепленного на ползуне, шарнирно соединенных с его штоком двух рычагов, один из которых связан с допол- ните.льной зубчатой рейкой, а другой- с ползуном, узел фиксации положения
зубчатой рейки подвиясного гибочного узла выполнен в виде силового цилиндра и шар11ирно-рычажной систеьш связывающей шток с фиксирующими элементами, а последние выполнены Б виде двух зеркально-симметрично установленных клиновых башмаков, при этом на станине выполнены направля ющие для клиновых башмаков.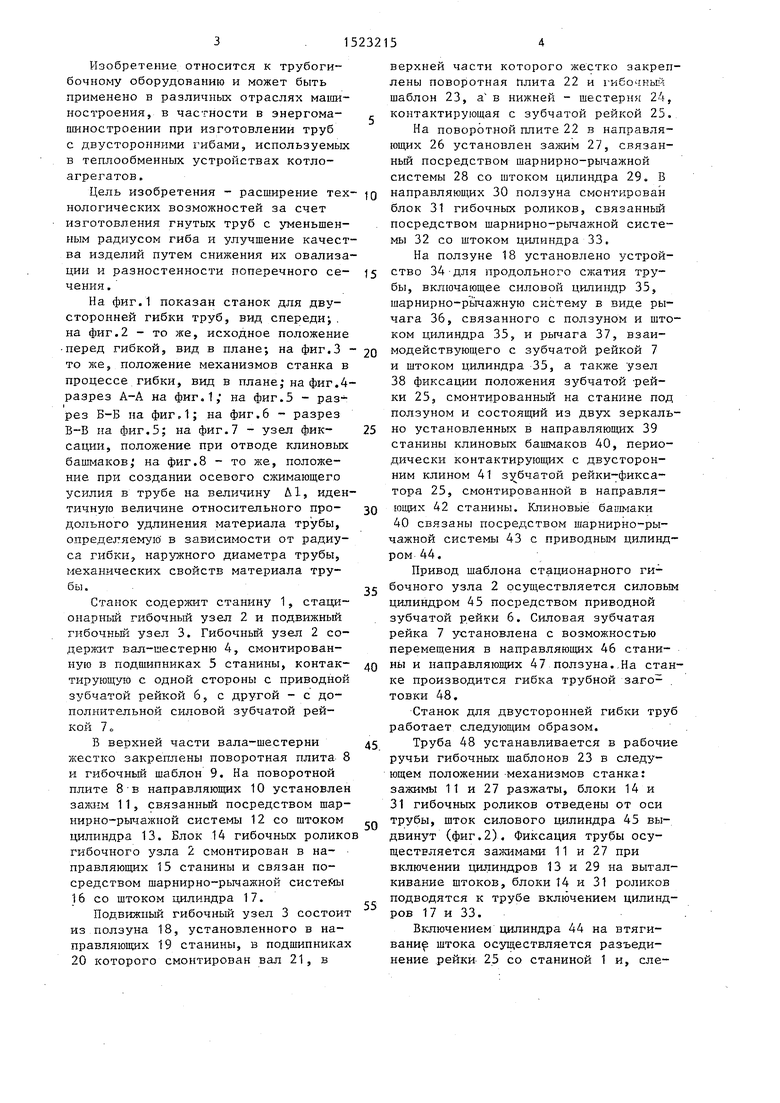
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок-автомат для двусторонней гибки труб | 1985 |
|
SU1271611A1 |
| Машина для гибки трубных панелей | 1982 |
|
SU1166858A1 |
| Машина для гибки трубных панелей | 1979 |
|
SU835563A1 |
| Станок для двусторонней гибки труб | 1984 |
|
SU1156768A2 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ | 1996 |
|
RU2101113C1 |
| Устройство для двусторонней гибки труб | 1991 |
|
SU1797507A3 |
| Трубогибочное устройство | 1988 |
|
SU1667986A2 |
| Станок для двусторонней гибки труб | 1986 |
|
SU1391764A2 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в трубогибочном производстве. Цель изобретения - расширение технологических возможностей за счет изготовления гнутых труб (Т) с уменьшенным радиусом гиба и улучшение качества изделий путем снижения их овализации и разностенности поперечного сечения. Станок для двусторонней гибки Т содержит стационарный гибочный узел 2 (ГУ) и установленный на ползуне 18 подвижный ГУ 3. Каждый ГУ включает гибочный шаблон и гибочные ролики. Кинематическая связь между ГУ осуществляется через зубчато-реечную передачу. Станок содержит устройство 34 для продольного сжатия Т, установленное на ползуне 18. Устройство 34 состоит из цилиндра 35, рычажно-шарнирной системы, зубчатой рейки 7 и узла фиксации. Посредством устройства 35 создается предварительное продольное сжатие Т, что позволяет осуществить гибку заготовки с уменьшенным, менее двух диаметров Т, радиусом гибки. 1 з.п. ф-лы, 8 ил.
/3 /; 9
23 27 26 1В
A-A
Фиг. 6
4/ 25
25
фиг. 7
Фие.8
2
| Трубогибочный станок | 1973 |
|
SU470332A1 |
