Известны устройства для регулирования скорости оплавления изделий в контактных стыковых сварочных машинах. Эти устройства содержат золотник управления гидроприводом подачи изделий на оплавление и осадку и регулируемый электропривод с кулачком или винтовой передачей для перемещения упорного штока, взаимодействующий со штоком золотника.
Предлагаемое устройство отличается от известных тем, что в схеме питания электропривода применена отрицательная обратная связь напряжения питания по сварочному току.
Это отличие позволяет стабилизировать процесс оплавления.
Описываемое устройство отличается также и тем, что пояски штока золотника имеют выточки на рабочей поверхности для уменьщеиия расхода рабочей жидкости в момент открытия золотника, что повышает точпость регулирования.
На фиг. 1 изображена общая схема описываемого устройства; на фиг. 2 - продольный разрез редуктора управления; на фиг. 3 - золотник устройства, продольный разрез; на фиг. 4 - принципиальная электрическая схема питания электропривода перемещения штока золотника.
под действием пружины 5. При движении винта в ту или другую сторону открывается соответствующая щель в золотнике 2, и масло поступает в левую или правую полость гидроцилиндра 6.
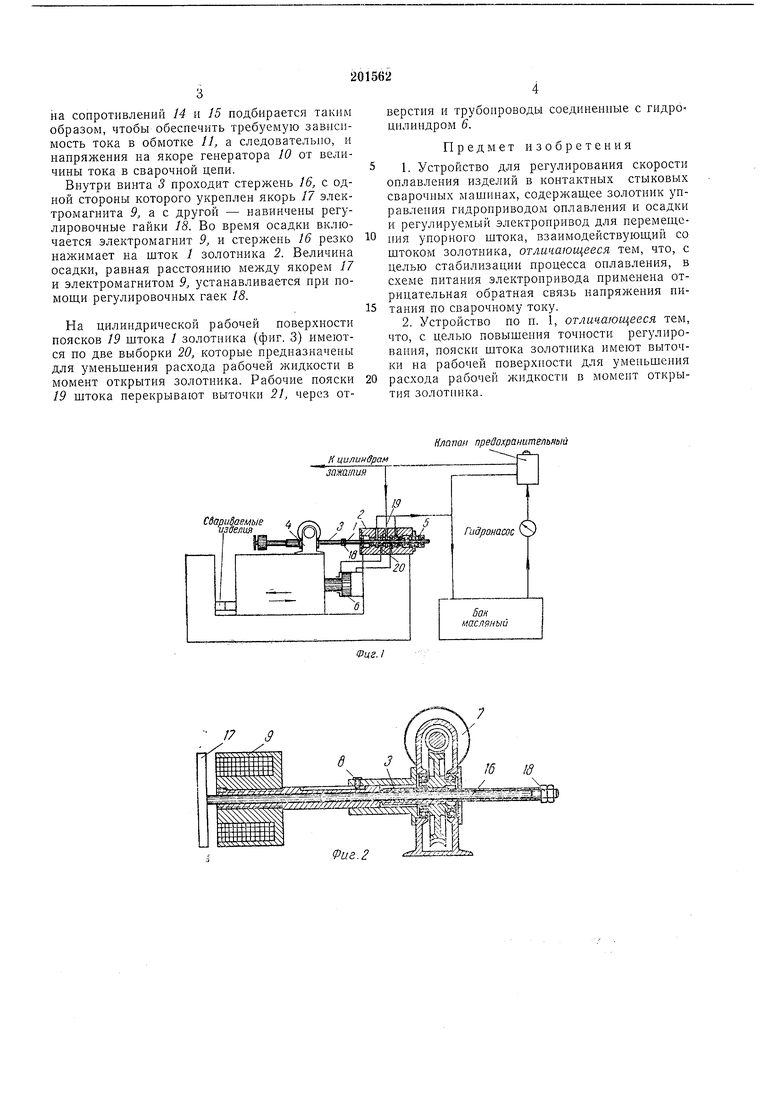
В редукторе унравления (фиг. 2) вращение от электродвигателя 7 через червячную пару передается на ходовой винт 3, который движется поступательно, что обеснечивается стонорным винтом 8, и воздействует на шток / золотника 2 в нужном направлении.
Осадка осуществляется лри помощи электромагнита У, укрепленного на винте 3 редуктора.
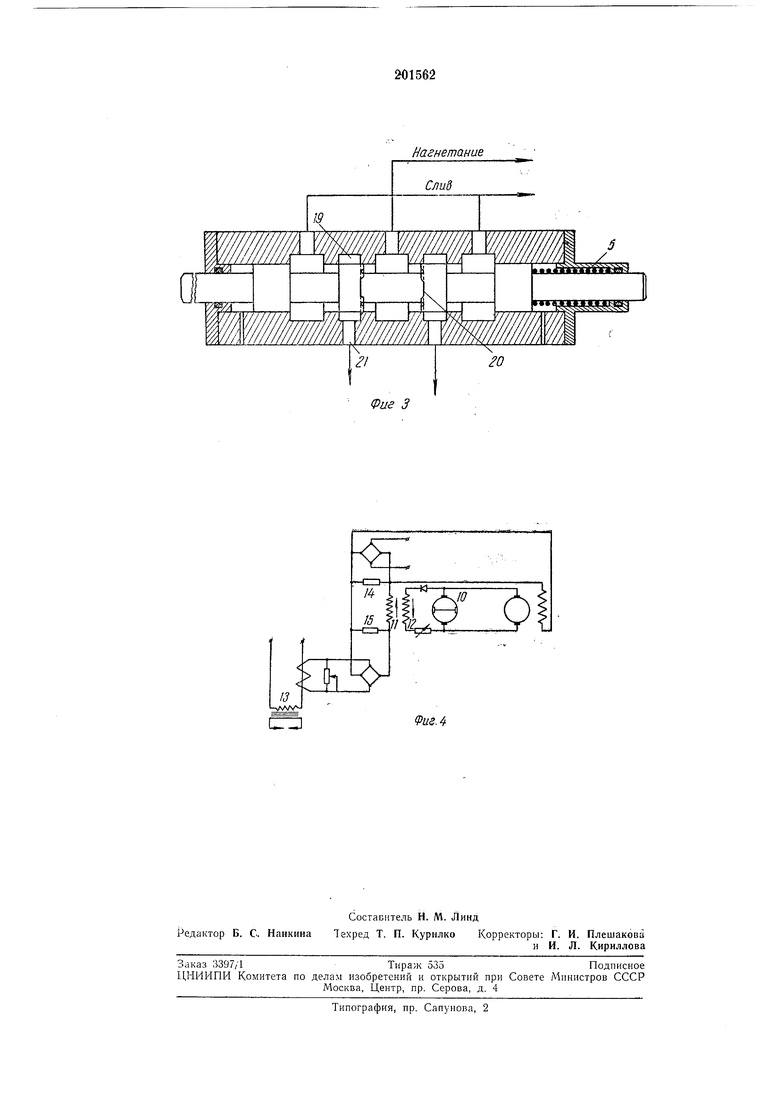
Изменение оборотов электродвигателя редуктора достигается регулированием напряжения на якоре генератора 10 (фиг. 4) усилителя. Это напряжение пропорционально суммарному магнитному потоку, создаваемому
двумя обмотками возбуждения усилителя.
Обмотка // является задающей, обмотка 12 включена встречно по отношению к обмотке // и стабилизирует напряжение на якоре генератора 10. При отсутствии тока в первичной
обмотке сварочного трансформатора 13 напряжение на обмотке 11 задается только с сопротивлением 14, при увеличении тока в сварочной цепи на сопротивлениях 14 и 13 происходит сравнение задающего напряжения
на сопротивлений 14 и 75 подбирается таким образом, чтобы обеспечить требуемую зависимость тока в обмотке 11, а следовательпо, и напряжения на якоре генератора 10 от величины тока в сварочной цепи.
Внутри винта 5 проходит стержень 16, с одной стороны которого укреплен якорь 17 электромагнита Я а с другой - навинчены регулировочные гайкн 18. Во время осадки включается электромагнит 9, и стержень 16 резко нажимает на шток / золотника 2. Величина осадки, равная расстоянию между якорем 17 и электромагнитом 9, устанавливается при помощи регулировочных гаек 18.
На цилиндрической рабочей поверхности поясков 19 штока / золотника (фиг. 3) имеются по две выборки 20, которые предназначены для уменьшения расхода рабочей жидкости в момент открытия золотника. Рабочие пояски 19 штока перекрывают выточки 21, через отверстия и трубопроводы соединенные с гидро цилиндром 6.
Предмет изобретения
1. Устройство для регулирования скорости оплавления изделий в контактных стыковых сварочных машинах, содержашее золотник управления гидроприводом оплавления и осадки и регулируемый электропривод для перемеш,еПИЯ упорного штока, взаимодействуюш,ий со штоком золотника, отличающееся тем, что, с целью стабилизации процесса оплавления, в схеме питания электропривода применена отрицательная обратная связь напряжения нитания по сварочному току.
2. Устройство по п. 1, отличающееся тем, что, с целью повышения точности регулирования, пояски штока золотника имеют выточки на рабочей поверхности для уменьшения
расхода рабочей л идкости в момент открытия золотника.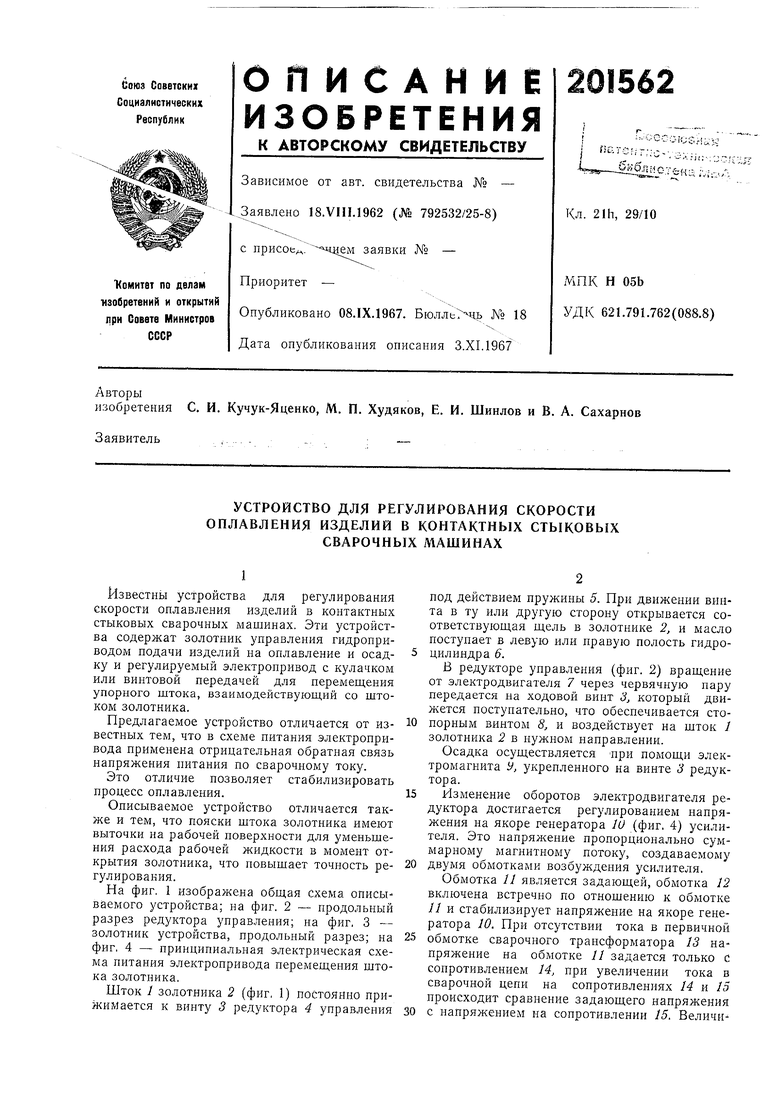
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для стыковой контактной сварки оплавлением | 1983 |
|
SU1109284A1 |
| Устройство для управления машиной для контактной стыковой сварки оплавлением | 1976 |
|
SU626907A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
| Электромагнитный привод машины для контактной стыковой сварки | 1984 |
|
SU1348113A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Следящий привод контактной стыковой сварочной машины | 1984 |
|
SU1197807A1 |
| Механизм управления оплавлением для машин контактной стыковой сварки | 1980 |
|
SU961892A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Гидропривод оплавления для контактных стыковых машин | 1986 |
|
SU1532233A1 |
| Машина для контактной стыковой сварки | 1974 |
|
SU554971A1 |
Н цилиндрам
СЙаридаемыв л изделия
Фиг. 2
Нлилаи превохринитепькиш
FF
13
сш
Рг/г.
