1П
Изобретение относится к устройствам для контактной стыковой сварки.
Цель изобретения упрощение уп-. равления электромагнитным приводом и снижение трудозатрат на текущее техническое обслуживание и ремонт.
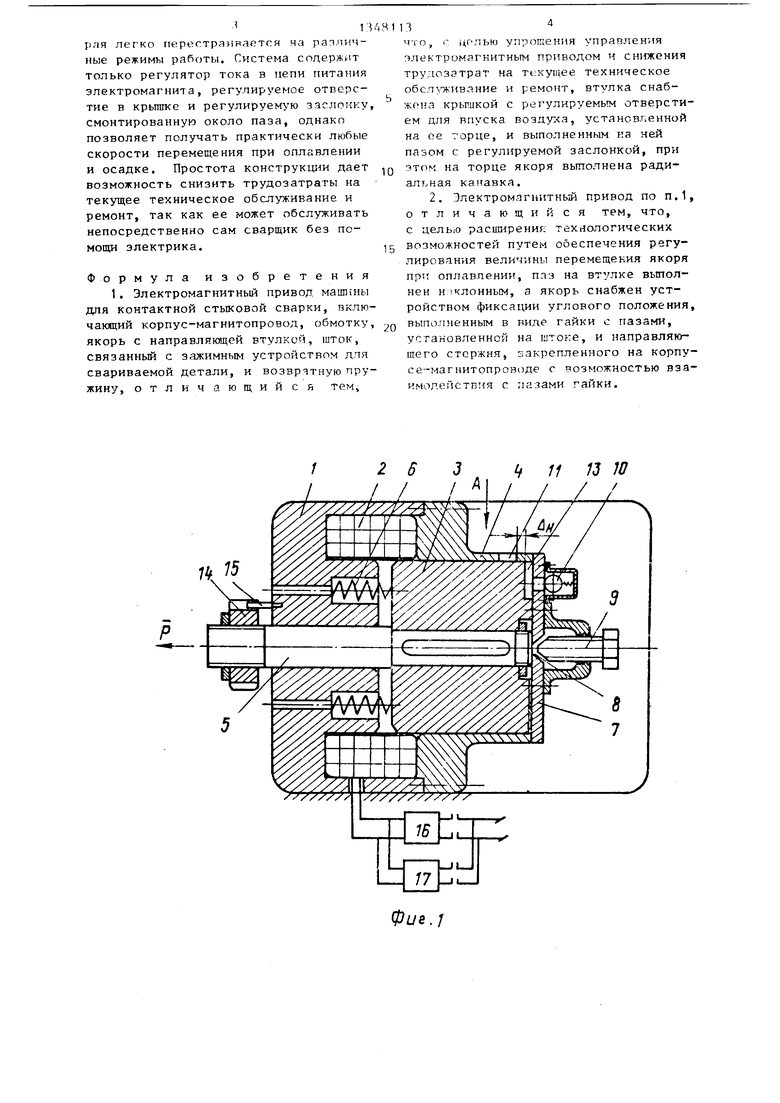
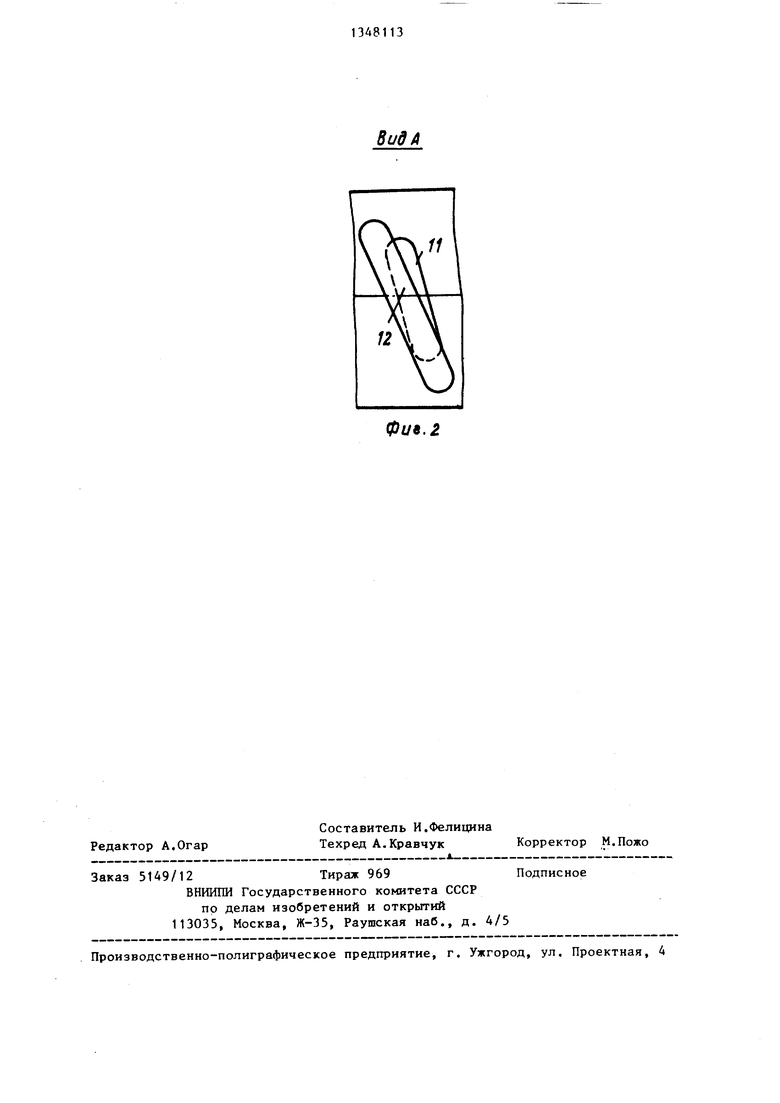
На фиг.1 показана конструктивная схема электромагнитного привода маггги ны для контактной стыковой сварки с системой управления скоростью перемещения при оплавлении и скоростью осадки; на фиг.2 - вид А на фиг.1.
Электромагнитный привод состоит из корпуса-магнитопровода 1, обмотки 2, якоря 3 с направляющей втулкой 4, штока 5 и возвратной пружины 6. На торце направляющей втулки 4 закреплена крышка 7 в которой вьпюлнено отверстие 8 с регулируемым с помощью винта 9 проходным сечением, и смонтирован обратный клапан 10, с помощью которого обеспечивается быстрое вытеснение воздуха при обрат}1ом ходе якоря и, следовательно, быстрьп1 воз- врат его в исходное положение. На боковой поверхности направляющей втулк 4 вьтолнен наклонньп1 паз 1 1 и установлена заслонка 12, а на якоре 3 выполнена радиальная канавка 13. Рас- стояние между краем паза 11 и канавкой 13 величина UH выбирается равным перемещению якоря 3 при нагреве. Якорь 3 может устанавливаться в различных угловых положениях с помощью гайки 14, имеющей пазы, и направляющего стержня 15, закрепленного на корпусе-магнитопроводе 1, что позволяет регулировать величину Д перемещения якоря 3 при оплавлении. В цепи питания обмотки 2 электромагнита установлены два автотрансформатора (регулятора тока) 16 и 17. С помощью одного задается ток в цепи питания обмотки 2 в процессе оплавления, с помощью другого - в процессе осадки. Переключение с одного режима питания на другой осуи;ествляется с помощью механического датчика осадки (конеч- ньй выключатель).
Машина для контактной стыковой сварки с электромагнитным приводом перемещения работает следуьяиим образом.
Предварительно шток 5 жестко сое- диняется с подвижной губкой для свариваемой детали (не показаны). Свариваемые детали у ста }ia вливаются на губках с минима. зазором около 1 мм
32
Для установки может быть использован калиброванная пластина. Детали зажимаются в губках. Сварщик включает сварочное напряжение и подает импуль напряжения на обмотку питания электромагнита путем кратковременного замыкания контактов в цепи автотрансформатора 16. Якорь 3 смещается влев до замыкания торцов деталей, а при размьпсании цепи питания под действие пружины 6 перемещается вправо. При этом загорается сварочная дуга. Контакты перед автотрансформатором 16 замыкаются на весь период оплавления Якорь 3 начинает медленно перемещаться влепо. На якорь 3 действуют электромагнитная сила, направленная влево сила пружины, направленная вправо, и сила, возникающая в результате разрежения, получающегося в полости, образованной крышкой 7, Торцом якоря 3 и направляющей 4, направленная также вправо. Причем последняя зависит от скорости перемещения якоря 3 и про- хсдног о сечения впускного отверстия 8. Регулируя проходное сечение отверстия 8 винтом 9 и изменяя напряжение питания в цепи обмотки 2 электромагнита, можно подобрать оптимальную скорость оплавления. При перемещении якоря 3 на величину л срабатывает датчик перемещения (не показан). Обмотка 2 переключается на режим питания через автотрансформатор 17, при этом в 3-5 раз увеличивается ток в обмотке. Сила электромагнита резко возрастает. При дальнейшем перемещении якоря 3 происходит сообщение полости, образованной торцом якоря 3 и крышкой 7, е атмосферой через канавку 13 и паз 11. Сила, .возникающая от разрежения, становится равной О, так как давление с обоих торцов якоря 3 одинаково. Происходит осадка со скоростью, в 5-10 раз превышающей скорость перемещения в процессе оплавления. Скорость при осадке также регу- лируеп ся с помощью заслонки 12 и автотрансформатора 17. При необходимости измерения не чичины Д перемещения при оплавлении якорь 3 поворачивают на фиксированный угол, определяемый пазами на гайке 14. При повороте якоря 3 по часовой стрелке (смотреть со стороны торца) f возрастает.
Предлагаемый электромагнитный привод имеет простую систему управления скоростью оплавления и осадки, кото 13
рая легко перестраираптся на различные режимы работы. Система содержит только регулятор тока в цепи питания электромагнита, регулируемое отверстие в крьппке и регулируем ю заслонку смонтированную около паза, однако позволяет получать практически любые скорости перемещения при оплавлении и осадке. Простота конструкции дает возможность снизить трудозатраты на текущее техническое обслуживание и ремонт, так как ее может обслуживать непосредственно сам сварщик без помощи электрика.
Формула изобретения 1. Электромагнитный привод, машины для контактной стыковой сварки, включающий корпус-магнитопровод, обмотку, якорь с направляющей втулкой, шток, связанный с зажимньм устройством для свариваемой детали, и возврэтную пружину, отличающийся тем.
13
что, с цг лью упрощения управленяя электромагнитным приводом и снижения трудозатрат на текущее техническое обсллокивание и ремонт, втулка снабжена крьплкой с регулируемым отверстием для впуска возду: л, установленной на ее торце, и выполненным ка ней пазом с регулируемой заслонкой, при этом на торце якоря выполнена радиальная канавка.
2. Электромагнитный привод по п.1, отличающий ся тем, что, с целью расширения технологических возможностей путем обеспечения регулирования величины перемещения якоря прч оплавлении, паз на втулке вьшол- нен н 1КЛОННЫМ, а якорь снабжен устройством фиксации углового положения, выполненным в виде гайки с пазами, установленной на штоке, и направляющего стержня, закрепленного на корпу- се-магнитопроводе с возможностью взаимодействия с пазами гайки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для стыковой контактной сварки оплавлением | 1983 |
|
SU1109284A1 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1518098A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ СКОРОСТИ | 1967 |
|
SU201562A1 |
| Устройство для управления машиной для контактной стыковой сварки оплавлением | 1976 |
|
SU626907A1 |
| Машина для сварки трением | 1983 |
|
SU1098723A1 |
| Механизм оплавления и осадки стыкосварочной машины | 1990 |
|
SU1745461A1 |
| Устройство для сварки трением | 1983 |
|
SU1080942A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1976 |
|
SU766787A1 |
| Датчик контроля величины перемещения свариваемых деталей | 1978 |
|
SU664779A1 |
Изобретение относится к сварке, а именно к электромагнитному приводу для контактной стыковой сварки. Цель изобретения - упрощение управления электромагнитным приводом машины для- контактной стыковой сварки, снижение трудозатрат на текущее техническое обслуживание и ремонт. Привод содержит корпус, магнитопровод, якорь с направляющей втулкой, шток и возвратную пружину. Для достижения цели на торце направляющей втулки установлена крышка с регулируемым впускным отверстием и обратным клапаном. На торце якоря вьшолнена радиальная канавка, а на направляющей втулке - паз, регулируемый заслонкой. Расстояние между ближайшими кромками канавки и паза равно величине перемещения якоря в процессе оплавления. Оптимальную скорость оплавления можно подобрать, регулируя проходное сечение отверстия в крьшпсе и изменяя напряжение питания в цепи обмотки привода. Скорость при осадке регулируется при помощи заслонки. Для регулирования величины перемещения якоря при оплавлении паз на втулке может быть выполнен наклонным, а якорь может иметь устройство фиксации его углового положения. Привод имеет простую систему управления скоростью оплавления и осадки, легко перестраивается на различный режим работы. 1 з.п. ф-лы, 2 ил. (Л со 4; 00
2 6
Фие.1
В ид А
Редактор А.Огар
Составитель И.Фелицина Техред А.Кравчук
Заказ 5149/12Тираж 969Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фи9.
Корректор М.Пожо
| Машина для контактной стыковой сварки | 1981 |
|
SU1138275A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Лебедев В.К., Продан С.К | |||
| Электромагнитный привод для сварочных машин | |||
| - Автоматическая сварка, 1979, 7, с.63-661. | |||
