5 W 6
1/ / I
12 9 8 ГО 17
О5
00 СО
л
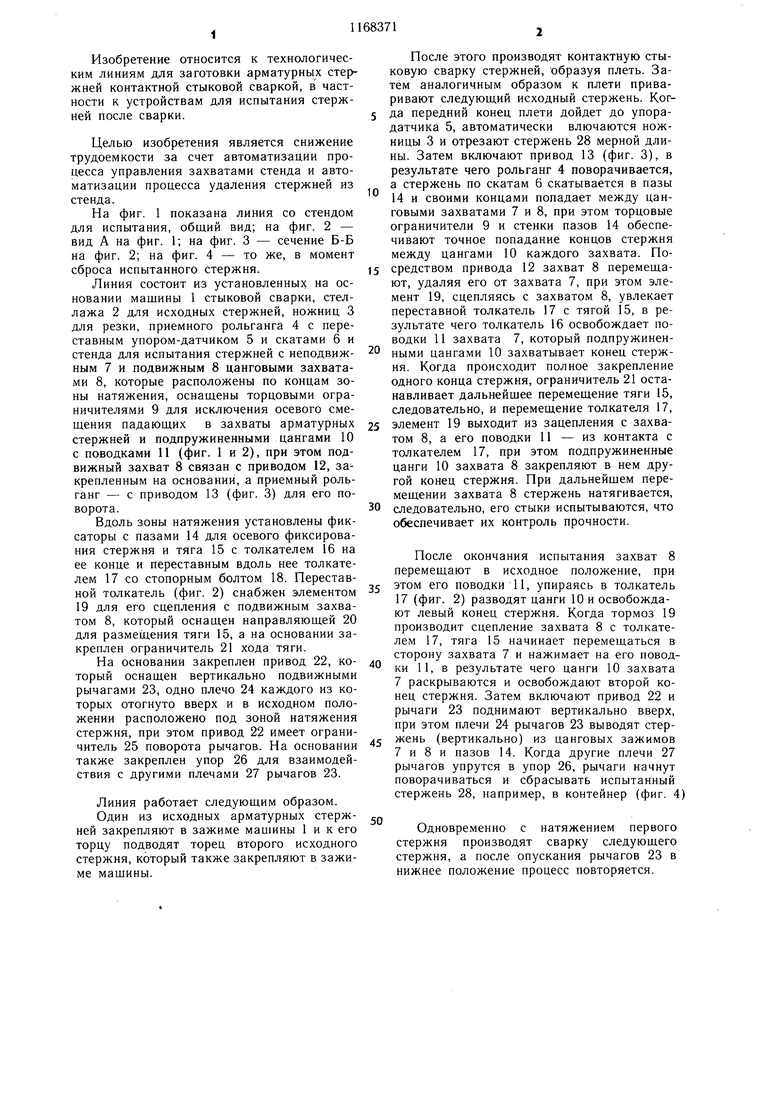
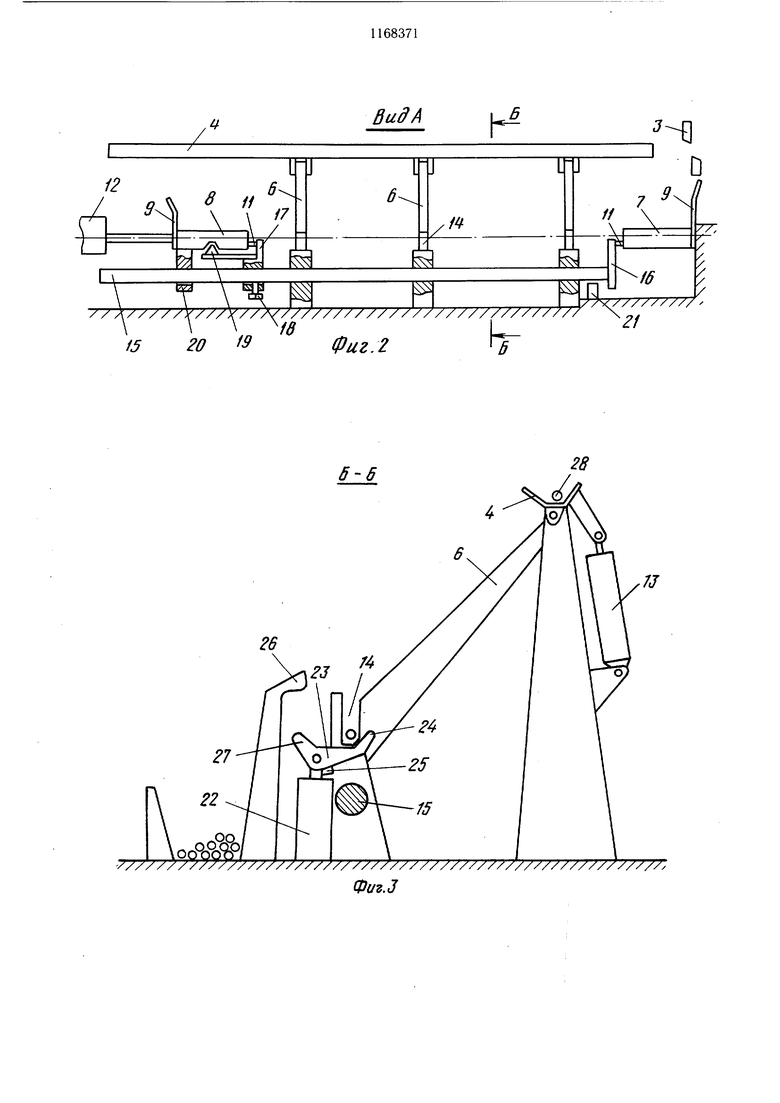
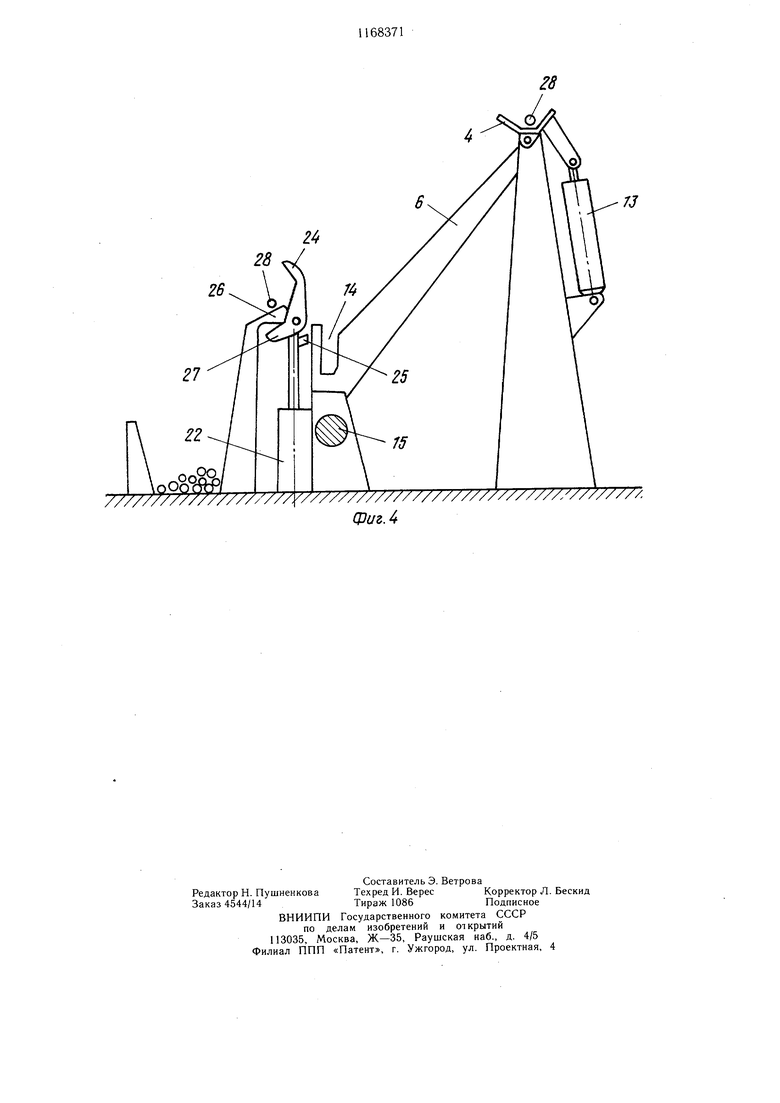
сриг.1 Изобретение относится к технологическим линиям для заготовки арматурных стержней контактной стыковой сваркой, в частности к устройствам для испытания стержней после сварки. Целью изобретения является снижение трудоемкости за счет автоматизации процесса управления захватами стенда и автоматизации процесса удаления стержней из стенда. На фиг. 1 показана линия со стендом для испытания, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - то же, в момент сброса испытанного стержня. Линия состоит из установленных на основании машины 1 стыковой сварки, стеллажа 2 для исходных стержней, ножниц 3 для резки, приемного рольганга 4 с переставным упором-датчиком 5 и скатами 6 и стенда для испытания стержней с неподвижным 7 и подвижным 8 цанговыми захватами 8, которые расположены по концам зоны натяжения, оснащены торцовыми ограничителями 9 для исключения осевого смещения падающих в захваты арматурных стержней и подпружиненными цангами 10 с поводками 11 (фиг. 1 и 2), при этом подвижный захват 8 связан с приводом 12, закрепленным на основании, а приемный рольганг - с приводом 13 (фиг. 3) для его поворота. Вдоль зоны натяжения установлены фиксаторы с пазами 14 для осевого фиксирования стержня и тяга 15 с толкателем 16 на ее конце и переставным вдоль нее толкателем 17 со стопорным болтом 18. Переставной толкатель (фиг. 2) снабжен элементом 19 для его сцепления с подвижным захватом 8, который оснащен направляющей 20 для разме1дения тяги 15, а на основании закреплен ограничитель 21 хода тяги. На основании закреплен привод 22, который оснащен вертикально подвижными рычагами 23, одно плечо 24 каждого из которых отогнуто вверх и в исходном положении расположено под зоной натяжения стержня, при этом привод 22 имеет ограничитель 25 поворота рычагов. На основании также закреплен упор 26 для взаимодействия с другими плечами 27 рычагов 23. Линия работает следующим образом. Один из исходных арматурных стержней закрепляют в зажиме машины 1 и к его торцу подводят торец второго исходного стержня, который также закрепляют в зажиме мащины. После этого производят контактную стыковую сварку стержней, образуя плеть. Затем аналогичным образом к плети приваривают следующий исходный стержень. Когда передний конец плети дойдет до упорадатчика 5, автоматически влючаются ножницы 3 и отрезают стержень 28 мерной длины. Затем включают привод 13 (фиг. 3), в результате чего рольганг 4 поворачивается, а стержень по скатам 6 скатывается в пазы 14 и своими концами попадает между цанговыми захватами 7 и 8, при этом торцовые ограничители 9 и стенки пазов 14 обеспечивают точное попадание концов стержня между цангами 10 каждого захвата. Посредством привода 12 захват 8 перемещают, удаляя его от захвата 7, при этом элемент 19, сцепляясь с захватом 8, увлекает переставной толкатель 17 с тягой 15, в результате чего толкатель 16 освобождает поводки 11 захвата 7, который подпружиненными цангами 10 захватывает конец стержня. Когда происходит полное закрепление одного конца стержня, ограничитель 21 останавливает дальнейщее перемещение тяги 15, следовательно, и перемещение толкателя 17, элемент 19 выходит из зацепления с захватом 8, а его поводки 11 - из контакта с толкателем 17, при этом подпружиненные цанги 10 захвата 8 закрепляют в нем другой конец стержня. При дальнейшем перемещении захвата 8 стержень натягивается, следовательно, его стыки испытываются, что обеспечивает их контроль прочности. После окончания испытания захват 8 перемещают в исходное положение, при этом его поводки 11, упираясь в толкатель 17 (фиг. 2) разводят цанги 10 и освобождают левый конец стержня. Когда тормоз 19 производит сцепление захвата 8 с толкателем 17, тяга 15 начинает перемещаться в сторону захвата 7 и нажимает на его поводки 11, в результате чего цанги 10 захвата 7 раскрываются и освобождают второй конец стержня. Затем включают привод 22 и рычаги 23 поднимают вертикально вверх, при этом плечи 24 рычагов 23 выводят стержень (вертикально) из цанговых зажимов 7 и 8 и пазов 14. Когда другие плечи 27 рычагов упрутся в упор 26, рычаги начнут поворачиваться и сбрасывать испытанный стержень 28, например, в контейнер (фиг. 4) Одновременно с натяжением первого стержня производят сварку следующего стержня, а после опускания рычагов 23 в нижнее положение процесс повторяется.
ВидА
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для контактной сварки арматурных сеток | 1981 |
|
SU958059A1 |
| Линия для изготовления железобетонных изделий | 1983 |
|
SU1105591A1 |
| Установка для непрерывного стыкования, анкеровки и резки арматурных стержней | 1974 |
|
SU574281A1 |
| Линия стыковой сварки стержней | 1983 |
|
SU1105287A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1973 |
|
SU398730A1 |
| Устройство для удаления грата со стержневых изделий | 1988 |
|
SU1569141A1 |
| Установка для образования анкеров на арматурных стержнях | 1987 |
|
SU1418440A1 |
1. СТЕНД ДЛЯ ИСПБ1ТАНИЯ АРМАТУРНБ1Х СТЕРЖНЕЙ преимущественно в линии контактной стыковой сварки, содержащий установленные на основании неподвижный и подвижный цанговые захваты, привод перемещения подвижного захвата и фиксаторы положения стержней с пазами, отличающийся тем, что, с целью снижения трудоемкости за счет автоматизации процесса управления захватами, он снабжен тягой с двумя толкателями, первый из которых смонтирован неподвижно на конце тяги со стороны неподвижного цангового захвата, а другой - с возможностью перемещения вдоль тяги, при этом второй толкатель снабжен стопорным винтом и элементом для его сцепления с подвижным захватом, выполненным с направляющей для размещения в ней тяги, цанги обоих захватов снабжены поводками, установленными с возможностью взаимодействия с толкателями, а основание снабжено ограничителем хода тяги. 2. Стенд по п. 1, отличающийся тем, что с целью автоматизации процесса удаления i стержней из захватов, он снабжен вертикально подвижными двуплечими рычагами сл с приводом их подъема и упорами, установленными с возможностью взаимодействия с нерабочими плечами рычагов.
/ /////r///Y///V 18 15 го 3Фиг.2 6/////////.
Фиъ.З / / / / / 6
Фиг. 4
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Торопов А | |||
| С | |||
| Арматурные работы | |||
| М., 1972, с | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
