Изобретение относится к механизированным линиям стыковой сварки и резки арматурной стали при производстве железобетонных изделий.
Известны линии, содержащие неприводной рольганг, проталкивающий механизм (для проталкивания арматурного стержня с приемного рольганга в сварочную мащину), сварочную мащину, прижимное устройство, отрезное устройство, подающее устройство (для подачи отрезанного сваренного стержня из отрезного устройства на рольганг) и сбрасывающий рольганг.
В известных линиях проталкивающий механизм, расположенный между неприводным рольгангом и сварочной мащиной, и подающее устройство, расположенное между отрезным устройством и сбрасывающим рольгангом, содержат приводной и неприводной ролики.
Приводной ролик установлен вместе с редуктором и электродвигателем на поворотной платформе, которая приходит в от пневмоцилиндра. Подача арматурного стержня осуществляется за счет того, что он зажат между приводным и неприводным роликами. Недостаток такого типа подающего устройства, осуществляющего подачу отрезанного на необходимую длину стержня из отрезного устройства па сбрасывающий рольганг, заключается в следующем. В процессе подачи конца отрезанного стержня на небольщую длину (из отрезного устройства па рольганг) сварной стык с утолщением в виде грата не
может пройти между приводным и неприводным роликами подающего устройства, что часто приводит к поломкам п выходу лпнпи из строя. Целью предлагаемого изобретения является
повышение производительности п надежности работы линии стыковой сварки п резки арматурной стали. Эта цель достигается тем, что подающее устройство, расположенное между отрезным устройством п сбрасывающим рольгапгом, выполнено в виде смонтированной вертикальной пластины с жестко закрепленными на ней упорами, установленной с возмол ностыо перемещения в направляющих вместе со сваренным арматурным стерл нем
и щариирно связанной через прижимной рычаг со штоком силового цилиндра. Перемещение пластины п работа прижимного рычага осуществляются от одного силового, например, пневмоцилпндра.
Прижимной рычаг под воздействием силового цилиндра приподнимает и поджимает свареппый и отрезашшп арматурный стержень к двум верхним упорам, а затем вместе с нпм и вертикальной пластиной перемещаетобратном ходе прижимной рычаг освобождает сваренный стержень и, воздействуя на нижний упор пластины, возвращает ее в исходное положение. Такое устройство позволяет свободно и быстро перемещать сваренный арматурный стержень с гратом из отрезного устройства на сбрасывающий рольганг.
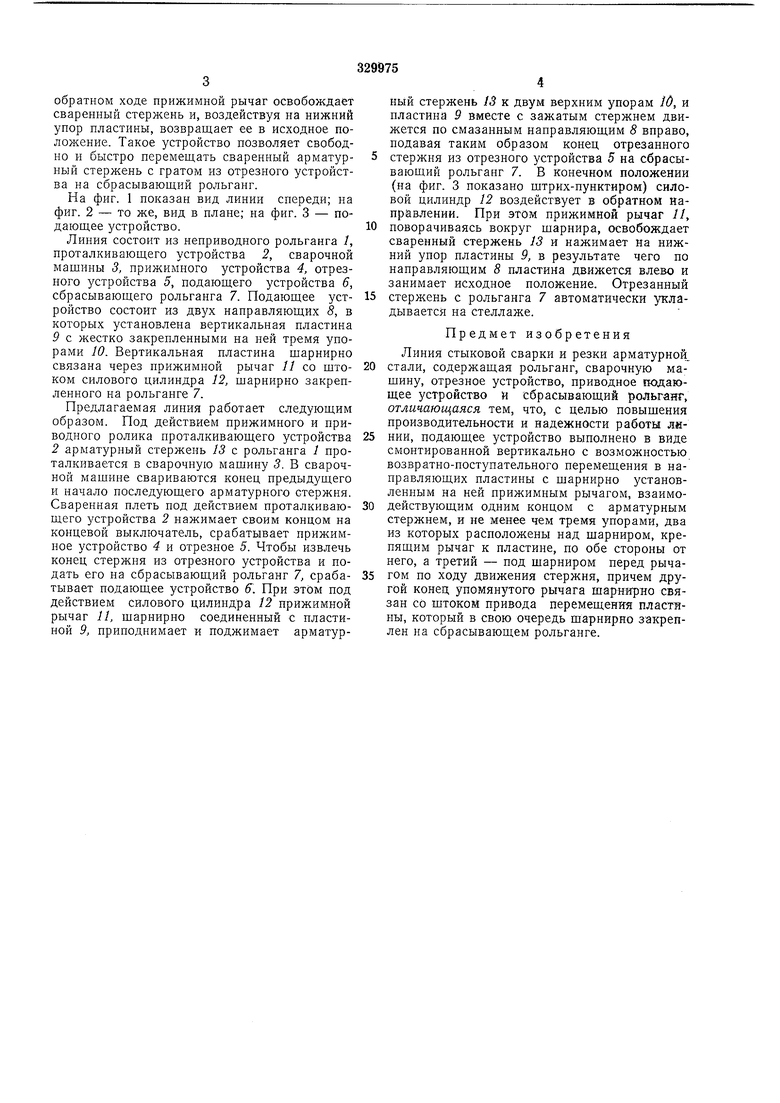
На фиг. 1 показан вид линии спереди; на фиг. 2 - то же, вид в плане; на фиг. 3 - подающее устройство.
Линия состоит из неприводного рольганга /, проталкивающего устройства 2, сварочной мащины 3, прижимного устройства 4, отрезного устройства 5, подающего устройства 6, сбрасывающего рольганга 7. Подающее устройство состоит из двух направляющих 5, в которых установлена вертикальная пластина 9 с жестко закрепленными на ней тремя упорами 10. Вертикальная пластина щарнирно связана через прижимной рычаг // со штоком силового цилиндра 12, шарнирно закрепленного на рольганге 7.
Предлагаемая линия работает следующим образом. Под действием прижимного и приводного ролика проталкивающего устройства 2 арматурный стержень 13 с рольганга 1 проталкивается в сварочную машину 3. В сварочной машине свариваются конец предыдущего и начало последующего арматурного стержня. Сваренная плеть под действием проталкивающего устройства 2 нажимает своим концом на концевой выключатель, срабатывает прижимное устройство 4 и отрезное 5. Чтобы извлечь конец стержня из отрезного устройства и подать его на сбрасывающий рольганг 7, срабатывает подающее устройство б. При этом под действием силового цилиндра 12 прижимной рычаг 11, щарнирно соединенный с пластиной 9, приподнимает и поджимает арматурный стержень 18 к двум верхним упорам 10, и пластина 9 вместе с зажатым стержнем движется по смазанным направляющим 8 вправо, подавая таким образом конец отрезанного
5 стержня из отрезного устройства 5 на сбрасывающий рольганг 7. В конечном положении (на фиг. 3 показано штрих-пунктиром) силовой цилиндр 12 воздействует в обратном направлении. При этом прижимной рычаг 11,
0 поворачиваясь вокруг шарнира, освобождает сваренный стержень 13 и нажимает на нижний упор пластины 9, в результате чего по направляющим 8 пластина движется влево и занимает исходное положение. Отрезанный
5 стержень с рольганга 7 автоматически укладывается на стеллаже.
Предмет изобретения
Линия стыковой сварки и резки арматурной
0 стали, содержащая рольганг, сварочную машину, отрезное устройство, приводное подающее устройство и сбрасывающий рольганг, отличающаяся тем, что, с целью повышения производительности и надежности работы ли5 НИИ, подающее устройство выполнено в виде смонтированной вертикально с возможностью возвратно-поступательного перемещения в направляющих пластины с шарнирно установленным на ней прижимным рычагом, взаимодействующим одним концом с арматурным стержнем, и не менее чем тремя упорами, два из которых расположены над шарниром, крепящим рычаг к пластине, по обе стороны от него, а третий - под шарниром перед рычагом по ходу движения стержня, причем другой конец упомянутого рычага шарнирно связан со штоком привода перемещения пласт яны, который в свою очередь щарнирно закреплен на сбрасывающем рольганге.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| РОЛЬГАНГ ДЛЯ ЛИНИИ СТЫКОВОЙ СВАРКИ и РЕЗКИ АРМАТУРНОЙ СТАЛИ | 1967 |
|
SU202375A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОДОВ МОТОЦИКЛЕТНЫХ КОЛЕС | 1973 |
|
SU389900A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ | 1971 |
|
SU314612A1 |
| Автоматическая линия для изготовления трубных плетей | 1977 |
|
SU737169A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ для СВАРКИ ПЛ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU337208A1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| Стационарная автоматизированная установка для стыковой контактной сварки секций труб | 1988 |
|
SU1519858A1 |

., I Иг1))|Ч,Н
h- -j-I-4 --f-I- -II
8 10 13
9 8 11
(Риг,.3
