Известны кантователи проката для кантовки раската в обжимных клетях.
Предлагаемый кантователь отличается тем, что в нем применен механизм, состоящий из двух профилированных роликов, которые зажимают прокатываемую полоску и кантуют ее во время вращения вокруг своих продольных осей. Этим достигается быстродействие кантователя и его компактность.
Профилированные ролики, состоящие из отдельных тонких дисков, смещенных друг относительно друга, посажены на длинные валы, благодаря чему раствор между ними может меняться в результате их поворота вокруг центров зубчатой конической передачи.
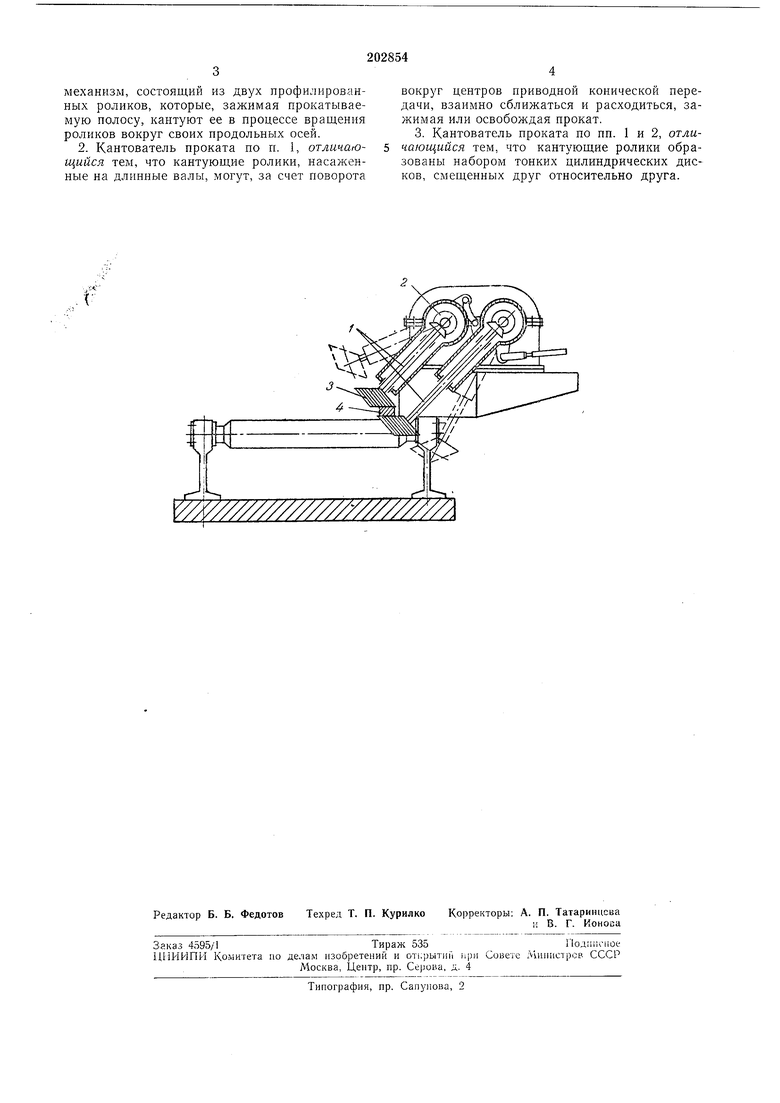
На чертеже схематически изображен предлагаемый кантователь.
Два вала / в плоскости, перпендикулярной линии прокатки, получают вращение от привода (на чертеже не показан) через конические зубчатые передачи 2. На противоположный приводу конец каждого вала насажено по комплекту тонких дисков 3, плотно прилегающих друг к другу своими торцовыми плоскостями.
Каждый диск комплекта смещен относительно соседних так, что наибольший наклон образующей поверхности комплекта составляет 45° к оси вала, комплекты дисков могут быть заменены сплошными роликами соответствующей формы.
Как видно из чертежа, при параллельности между собой валов 1 зев между поверхностями обоих комплектов дисков ограничивается также параллельными и практически прямыми линиями (если пренебречь ступенчатостью образующих при достаточно тонких дисках). Эти линии, ограничивающие зев между поверхностями комплектов дисков, остаются параллельными и практически прямыми и при
любом взаимно противополол ном повороте валов / с насаженными на них дисками 3.
Поворот валов на 180° вызывает поворот зева на 90°. Насаженные на валы комплекты дисков могут сближаться и расходиться при
повороте валов вокруг центров конической передачи 2 с помощью гидро- или пневмопривода, чей обеспечивается захват и постоянное прижатие прокатываемой полосы 4 дисками 3 на протяжении всей операции кантовки.
Подбором длины валов соответственно размерам кантуемой заготовки нетрудно добиться практически неощутимых отклонений от параллельности валов и соответственно кантующих граней зева.
Предмет изобретения
1. Кантователь проката для кантовки раската в обжимных клетях, отличающийся тем, что, с целью достижения быстродействия и компактности операций кантовки, применен
механизм, состоящий из двух профилированных роликов, которые, зажимая прокатываемую полосу, кантуют ее в процессе вращения роликов вокруг своих продольных осей.
2. Кантователь проката по п. 1, отличающийся тем, что кантующие ролики, насаженные на длинные валы, могут, за счет поворота
вокруг центров приводной конической передачи, взаимно сближаться и расходиться, зажимая или освобождая прокат.
3. Кантователь проката по пп. 1 и 2, отличающийся тем, что кантующие ролики образованы набором тонких цилиндрических дисков, смещенных друг относительно друга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| Манипулятор-кантователь обжимного прокатного стана | 1982 |
|
SU1044368A1 |
| Способ реверсивной прокатки слитков | 1983 |
|
SU1068181A1 |
| Кантователь проката в нескольких параллельных технологических линиях | 1980 |
|
SU925463A1 |
| Кантователь проката | 1969 |
|
SU413715A1 |
| КАНТОВАТЕЛЬ СОРТОВОГО ПРОКАТА С КАНТУЮЩЕЙ ВТУЛКОЙСС<^СС);ОСНДЯ'{^'•'•'-i^ml.t.\r. .; ._ 1 l^(^t ^t u] _-'-'^^OrLKA | 1971 |
|
SU304012A1 |
| Кантователь сортового проката | 1987 |
|
SU1444009A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2105618C1 |
| Устройство для послойной укладки изделий в пакет | 1988 |
|
SU1572954A1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРЯМОУГОЛЬНОЙ ИЛИ ФАСОННОЙ ЗАГОТОВКИ | 1999 |
|
RU2197337C2 |
/ //////////
