калибра прокатной клети (на чертеже не показан), например первого, в который необходимо задавать раскат, опорный ролик 7 находится при этом в соответствующем первом паз;у 9 плиты 8. Как только передний конец раската заходит Б зев кант1ующей скобы 4, тележка 1 перемещается на ход вперед, при этом осуществляется кантовка заготовки на 90°, положение оси кантующего раската практически не меняется. Кантовка может производиться как при остановленном раскате, так и при его движении. Скантованный раскат задается в калибр прокатной клети. После выхода раската из зева кантующей скобы 4 тележка 1 кантователя возвращается в исходное положение. При необходимости перенастройки кантователя на следующий калибр тележка 1 перемещается вперед до тех пор, пока опорный ролнк 7 не зайдет во второй паз 9 плиты 8, затем тележка возвращается назад до устано&ки зева кантующей скобы 4 в горизонтальное положение, обеспечивающее кантовку раската перед вторым калибром. При перенастройке опорный ролик 7 перекатывается по верхней поверхности плиты 8 между пазами 9. Перенастройка кантователя со второго на третий калибр осуществляется аналогичным образом. Изобретение позволит осуществлять кантов1ку проката в нескольких параллельных технологических потоках, имея при этом значительно более простую конструкцию. Формула изобретения Кантователь проката в нескольких параллельных технологических линиях, содержащий тележку, привод ее перемещения и смонтированную на тележке кантующую скобу, связанную с кулачком, снабженным опорным роликом, взаимодействующим с упором, отличающийся тем, что, с целью упрощения конструкции, упор выполнен в виде ста ционарной плиты с вертикальными пазами, взаимодействующими с опорным роликом кулачка, при этом каждый из пазов упора соответствует определенной технологической линии. Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетельство СССР № 457503, кл. В 21 В 39/22, 1974 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197342C2 |
| Кантователь сортового проката | 1982 |
|
SU1033250A1 |
| Кантователь сортового проката | 1990 |
|
SU1754254A1 |
| Кантователь сортового проката | 1980 |
|
SU961547A3 |
| Стан для реверсивной прокатки | 1977 |
|
SU740313A1 |
| Кантователь сортового проката | 1990 |
|
SU1803215A1 |
| Кантователь сортового проката | 1987 |
|
SU1444009A1 |
| Кантователь сортового проката | 1980 |
|
SU1011292A1 |
| Способ прокатки круглых заготовок | 1987 |
|
SU1438864A1 |
| Устройство для кантовки раската в триоклетях сортовых станов | 1974 |
|
SU511986A1 |
J
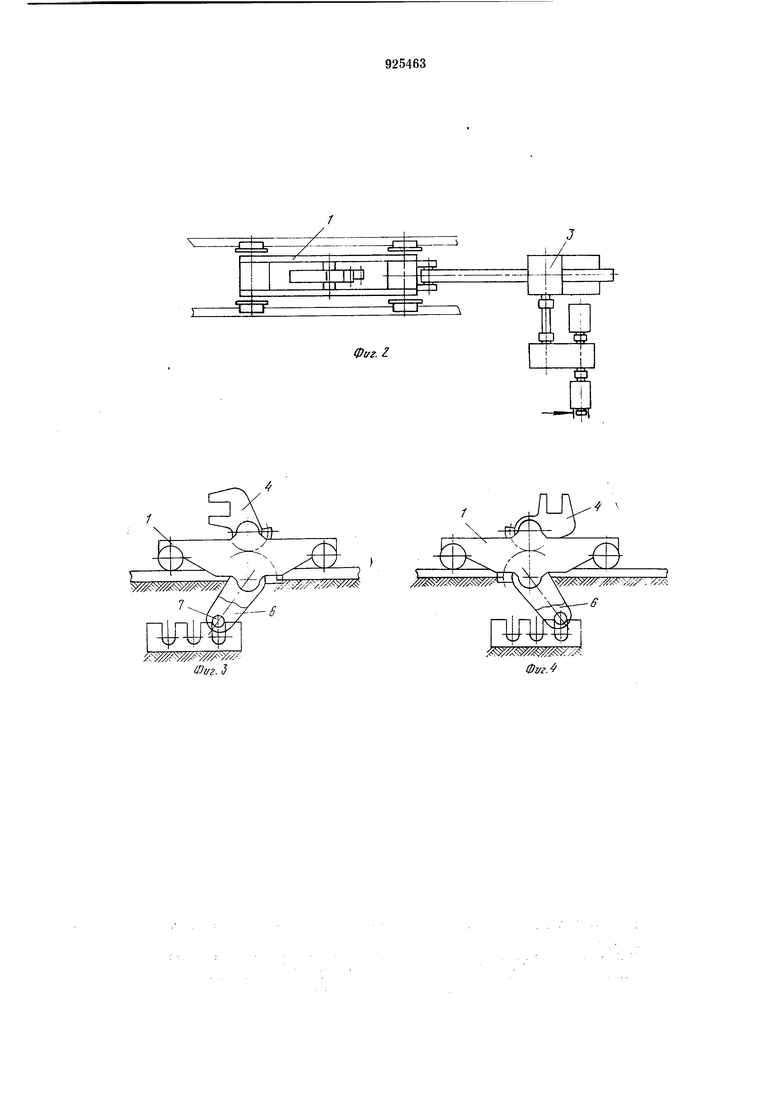
Фаг. /
-. t
/:w/fw//fw// ////
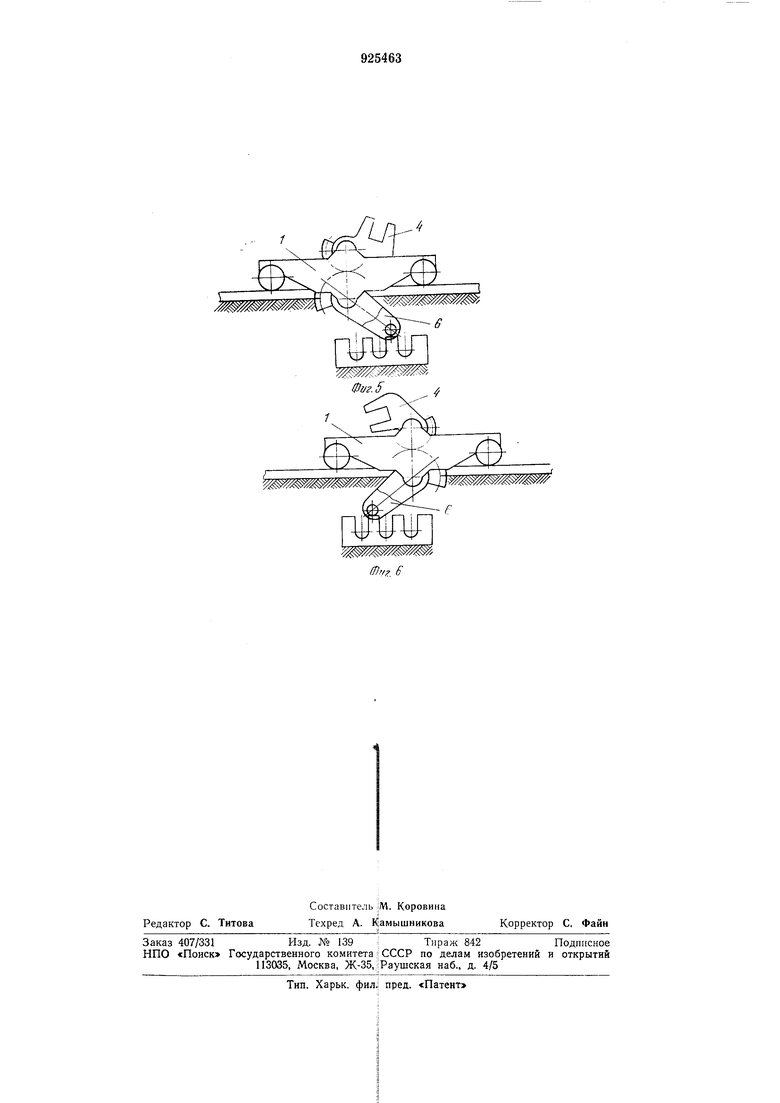
Фиг. 5
//,
Фг/г.
ЩЩЩЙ: Фиг.
е ff)f. 6
