Известны устройства для изготовления труб с ребрами из пластических металлов или материалов прессованием, прокаткой и волочением.
Описываемое устройство отличается тем, что формующий инструмент снабжают винтовой капавкой или канавками, имеющими форму и размеры изготовляемого оребрения, и в момент прессования вращают со скоростью, соответствующей скорости истечения прессуемого металла или материала.
Такое устройство упрощает технологию прессования труб с постоянным шагом наружного и внутреннего винтообразного оребрения.
Формующая часть инструмента может быть составной, что обеспечит ее вращение под воздействием потока прессуемого металла или материала при прессовании труб с внутренним многозаходным оребрением.
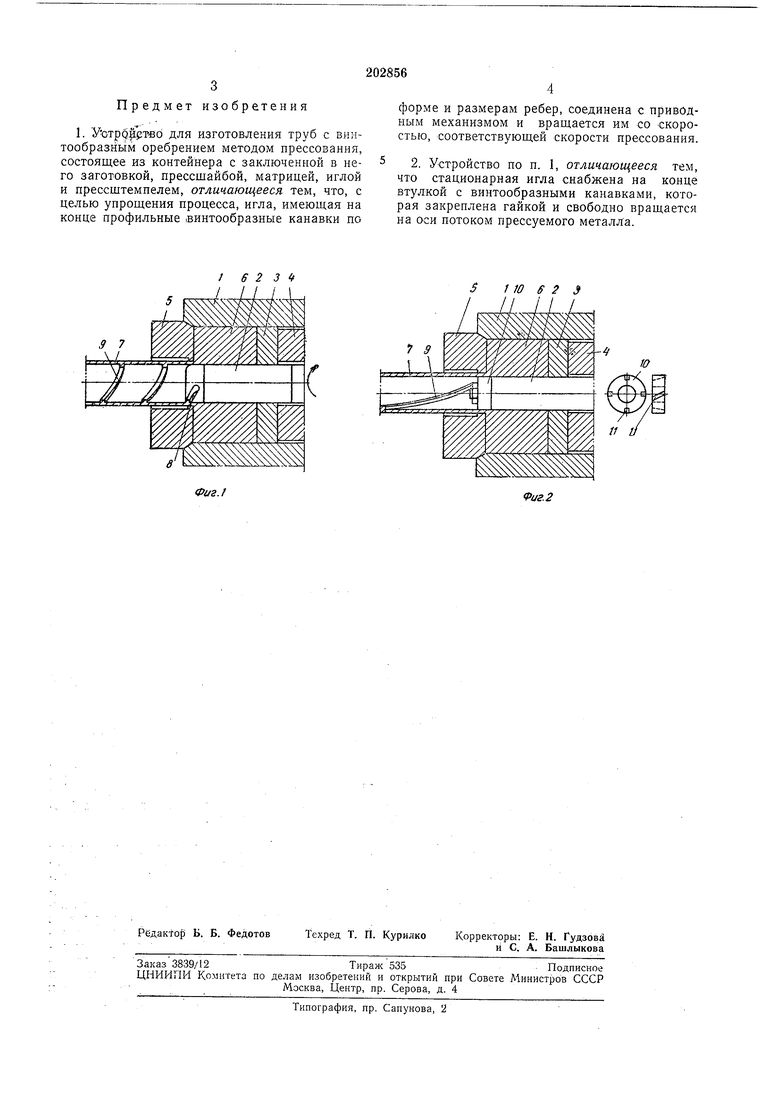
На фиг. 1 схематически изображено устройство для принудительного вращения формующего инструмента; на фиг. 2 - то же, с составным формующим инструментом.
В контейнере 1 горизонтального пресса расположены формующий инструмент 2 (пуансон) , прессшайба 3, прессштемпель 4 и матрица 5. Между матрицей и прессшайбой вокруг формующего инструмента помещают материал 6, из которого прессуют трубы 7. На конце головки принудительно вращаемого формующего инструмента прорезают винтовую канавку 8, формой и размерами идентичную ребрам 9 трубы.
При прессовании труб металл или другой пластичный материал истекает в зазор между матрицей и формующим инструментом. Одновременно заполняется винтовая прорезь инструмента. Вращая формующий инструмент со скоростью, соответствующей скорости прессования (истечения прессуемого материала), получают трубную заготовку с винтовым внутренним ребром. Количество ребер зависит от количества винтовых прорезей в головке формующего инструмента.
Головка формующего инструмента может быть в виде шарнирно подсоединенной к инструменту, вращающейся под действием потока прессуемого металла детали 10 со скощенными канавками 11 по окружности. Аналогичное вращение можно придать и матрице с винтовыми канавками (па чертеже не показаны), что обеспечит образование на прессуемых трубах наружных ребер. При одновременном вращении формующего инструмента и матрицы трубы прессуются с внутренними и наружными винтообразными ребрами.
Предмет изобретения
1. Ус-тррйртво для изготовления труб с винтообразным оребрением методом прессования, состоящее из контейнера с заключенной в него заготовкой, прессшайбой, матрицей, иглой и прессштемпелем, отличающееся тем, что, с целью упрощения процесса, игла, имеющая на конце профильные винтообразные канавки по
форме и размерам ребер, соединена с приводным механизмом и вращается им со -скоростью, соответствующей скорости прессования.
2. Устройство по п. 1, отличающееся тем, что стационарная игла снабжена на конце втулкой с винтообразными канавками, которая закреплена гайкой и свободно вращается на оси потоком прессуемого металла.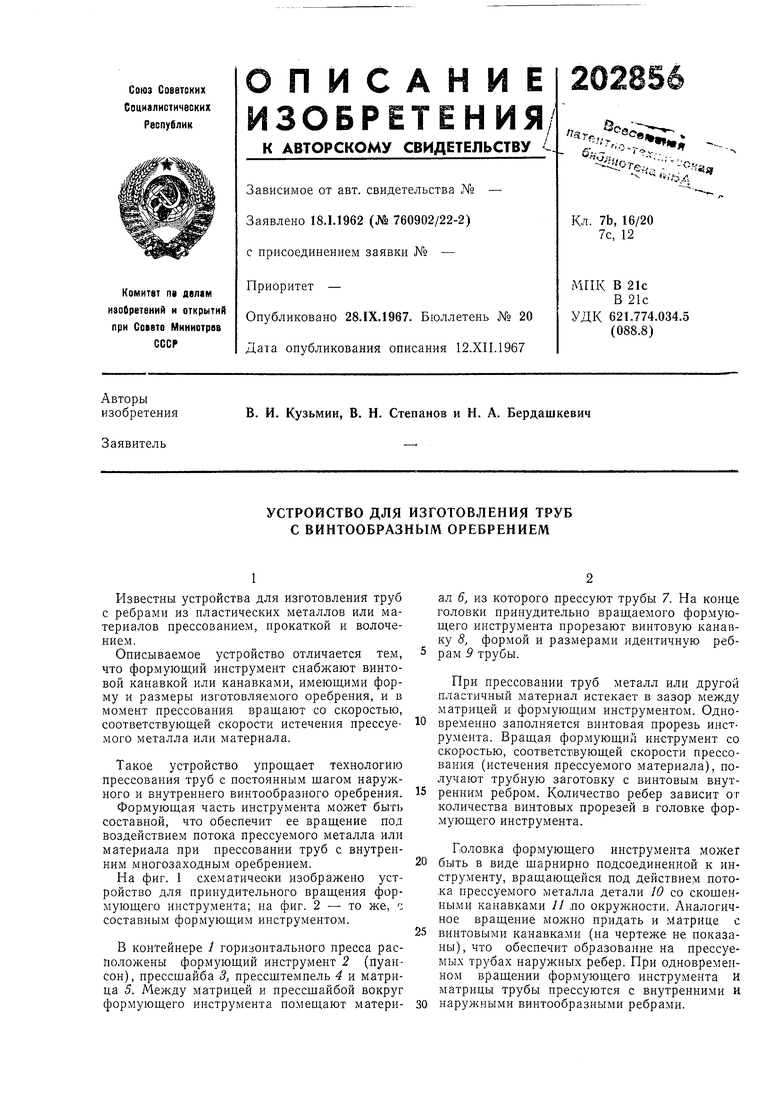
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВНУТРЕННИМ ВИНТООБРАЗНЫМ ОРЕБРЕНИЕМ | 2014 |
|
RU2554261C1 |
| ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU268137A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ВНУТРЕННИМ ВИНТООБРАЗНЫМ ОРЕБРЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2582842C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| Способ отделения внутренних ребер трубы от профильного участка иглы | 1973 |
|
SU507379A1 |
| Способ прессования труб с наружным винтовым оребрением | 1989 |
|
SU1690883A1 |
| УСТРОЙСТВО для КОМБИНИРОВАННОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1971 |
|
SU306884A1 |
| Инструмент для прессования двухстенных труб | 1979 |
|
SU854489A1 |
| Игла для изготовления оребренных труб способом выдавливания на прессах | 1958 |
|
SU123136A1 |
| СПОСОБ ПОЛУЧЕНИЯ tPyS С ОРЕВРЕНИЕМ | 1968 |
|
SU207858A1 |
/ 6 2 3 tf
$ 1 ю е 2 3
