Изобретение относится к механической обработке металлов, в частности к обработке на фрезерно-центровальных станках.
Известен металлорежущий станок мод. 2Г942, 2Г943, содержащий силовой стол с инструментальными двухшпиндельными головками, приспособление для закрепления детали, регулируемые упоры, ограничивающие переднее положение шпинделей и выполненные в виде винтов и гаек, взаимодействующих с жестким упором, приводы перемещения силового стола и пинолей инструментальных головок (авт.св. N 1077762, кл. В 23 Q 37/00).
Недостатком этого станка является повышенная сложность, обусловленная наличием у каждого шпинделя и силового стола механизмов перемещения и настройки на заданный размер, а также большая трудоемкость наладочных операций.
Известен металлорежущий станок с установленными на станине приспособлением для закрепления деталей и двумя силовыми столами с инструментальными головками, каждый из которых несет гидроцилиндр продольной подачи, регулируемые упоры, выполненные в виде гайки на штоке гидроцилиндра и винта на корпусе силового стола, поворотную ось с двумя упорами, один из которых взаимодействует при остановке (позиционировании) силового стола с гайкой на штоке.
Такая конструкция станка не обеспечивает его надежную работу, так как шток гидроцилиндра, корпус силового стола, поворотная ось, тиски, станина испытывают при остановке силового стола на жестких упорах эксцентричные нагрузки от действия сил гидроцилиндра, что, в свою очередь, приводит к быстрому износу узлов станка и потере точности. Кроме того, расположение регулировочной гайки на выходном звене гидроцилиндра под кареткой и регулировочного винта в зоне обработки, ограничивающих переднее положение шпинделей, делают органы настройки труднодоступными и неудобными в эксплуатации, так как требуют для определения точного положения силового стола выполнения пробного реза и использования микрометрического индикатора на каждую позицию силового стола, что, в свою очередь, требует дополнительных затрат труда и времени.
Цель изобретения повышение надежности работы станка, сокращение времени настройки.
Цель достигается тем, что станок снабжен установленным в каждом силовом столе и связанным с гидроцилиндром дросселирующим распределителем с гидрощупом, поворотная ось с упором шарнирно соединена с приспособлением для закрепления детали, а один из упоров выполнен составным из двух микрометрических винтов, расположенных с возможностью взаимодействия с гидрощупом.
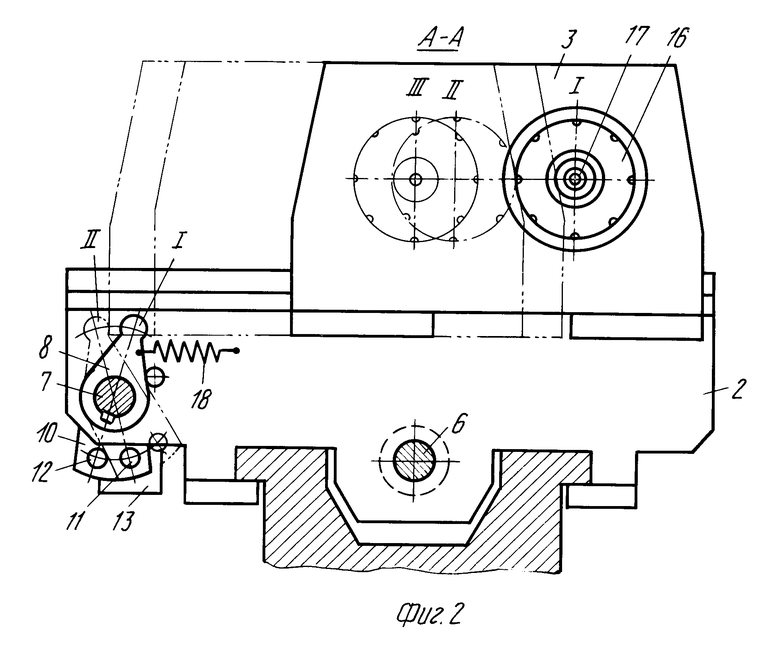
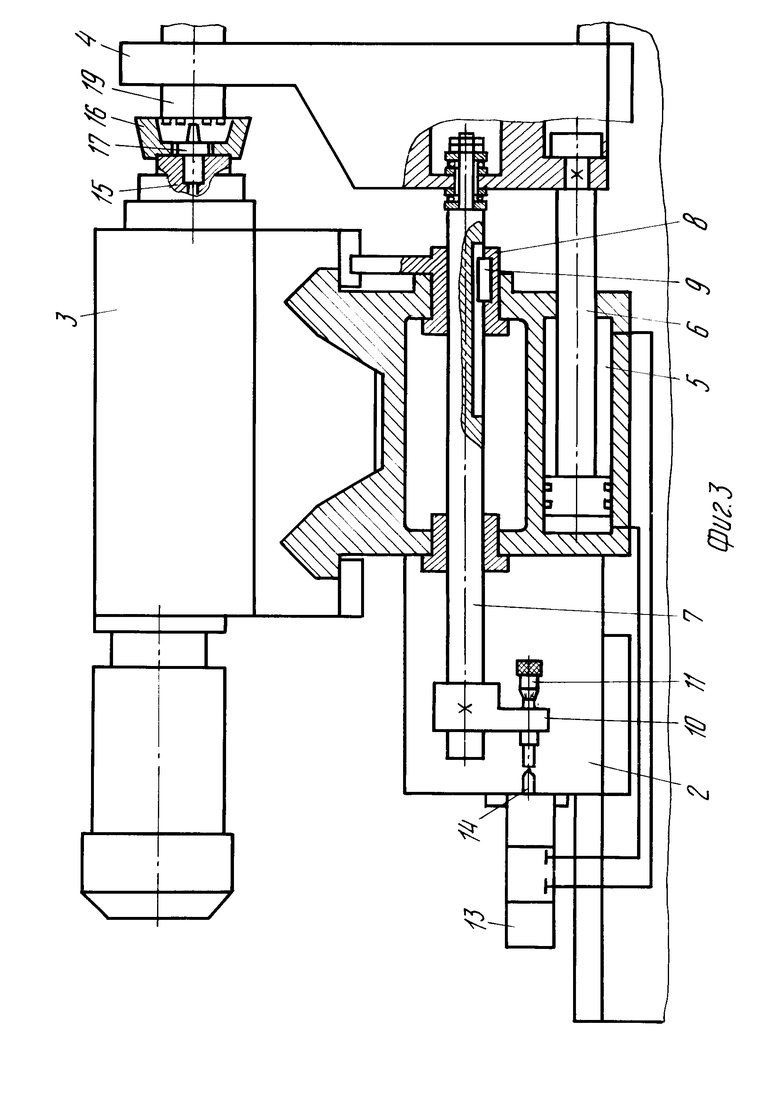
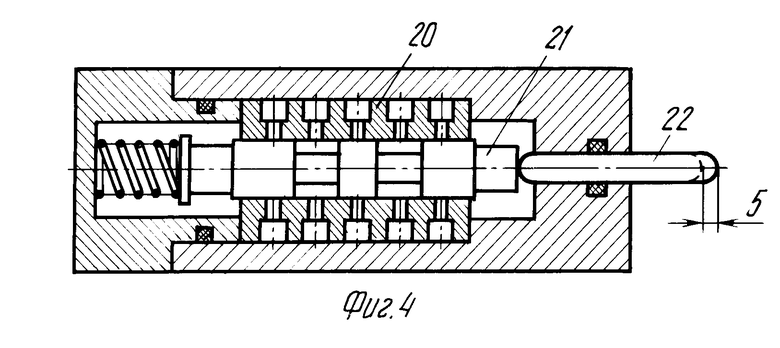
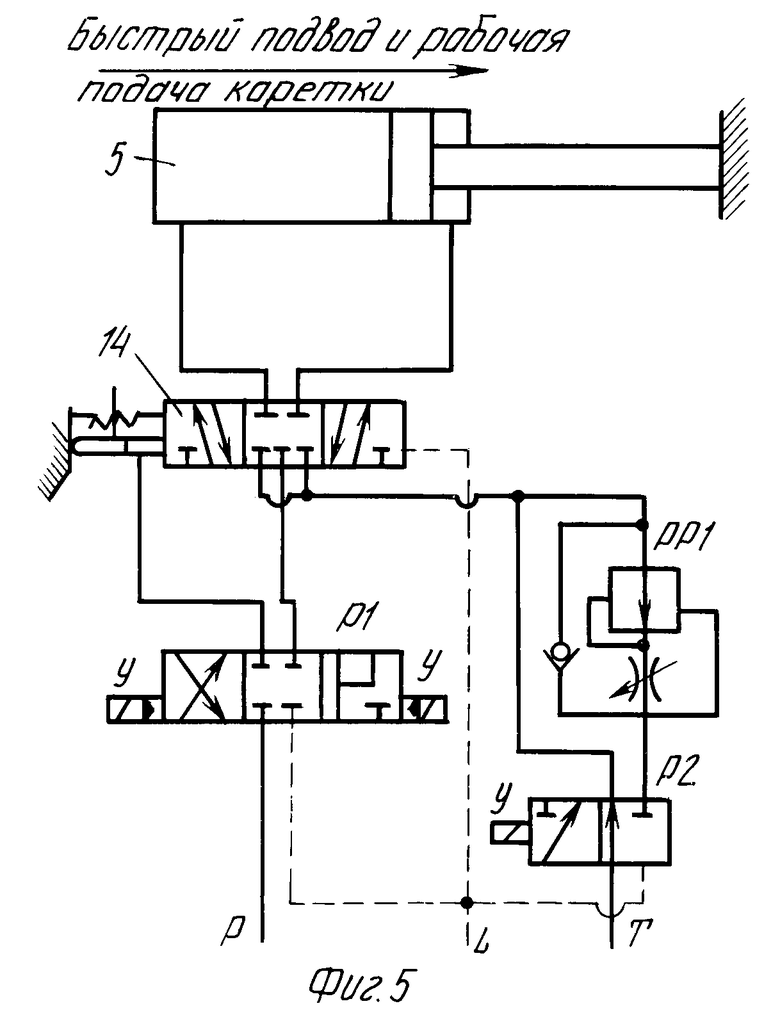
На фиг. 1 изображен станок (силовые столы с инструментальными головками находятся в исходном положении); на фиг.2 разрез А-А на фиг.1; на фиг.3 силовой стол с инструментальной головкой в положении фрезерования; на фиг.4 разрез корпуса гидрощупа; на фиг.5 элемент схемы гидравлической принципиальной, поясняющий работу гидропривода станка.
Станок содержит станину 1, на которой установлены силовые столы 2, несущие инструментальные головки 3, приспособление для закрепления детали 4. Силовой стол 2 содержит гидроцилиндр 5 продольной подачи, дросселирующий распределитель 13 с гидрощупом 14, ось 7, шарнирно соединенную с приспособлением 4 и снабженную двумя упорами 8 и 10, причем упор 8 установлен на шпонку 9 с возможностью осевого скольжения по оси 7 и взаимодействия с инструментальной головкой 3, а другой упор 10 установлен на торце оси 7 и выполнен составным из двух микрометрических винтов 11 и 12, взаимодействующих поочередно с гидрощупом 14, и ограничивающими соответственно переднее положение силового стола 2 при выполнении операций фрезерования и центрования. Для удержания оси 7 с упорами 8 и 10 в позиции I (фиг.2), при которой происходит взаимодействие микровинта 11 с гидрощупом 14, служит пружина 18, закрепленная на корпусе силового стола 2. В корпусе гидрощупа (фиг.4) установлен дросселирующий распределитель, состоящий из гильзы 20, золотника 21 и выходного элемента 22. Инструментальная головка 3 несет фрезерный шпиндель 15 с фрезой 16, который снабжен оправкой для установки центровочного сверла 17, проходящей внутри фрезы.
Станок работает следующим образом.
В исходном положении силовой стол 2 отведен от торца детали 19 (фиг.1), инструментальная головка 3 отведена в крайнее правое положение, при котором шпиндель с фрезой 16 находится в позиции I (фиг.2), ось 7 с упорами 8 и 10 удерживается пружиной 18 в позиции I, в которой микровинт 11, ограничивающий положение силового стола 2 при операции фрезерования, находится соосно с гидрощупом 14. При подаче команды рабочая жидкость через дросселирующий распределитель 13 подается в штоковую полость гидроцилиндра 5, силовой стол 2 с инструментальной головкой 3 движется по направляющим станины вправо в направлении детали 19 до момента взаимодействия микровинта 11 с выходным элементом 22 гидрощупа 14. В результате взаимодействия золотник 21 переместится в гильзе 20 в положение, при котором питающие гироцилиндр магистрали окажутся перекрытыми (запертыми) и силовой стол остановится в положении, при котором инструментальная головка 3 с фрезой 16 занимает исходную позицию для фрезерования (фиг. 3). Затем инструментальная головка 3 начинает перемещаться по поперечным направляющим силового стола 2 влево (фиг.2), при этом фреза 16, перемещаясь с позиции I в позицию II, производит фрезерование торца детали 19. По окончании фрезерования силовой стол 2 отходит в исходное положение влево (фиг.1), а инструментальная головка 3 перемещается далее влево из позиции II в позицию III (фиг.2) и, преодолевая усилие пружины 18, нажимает на упор 8, который посредством шпонки 9 поворачивает ось 7 вмеcте с упором 10 в позицию II, в которой микровинт 12, ограничивающий положение силового стола 2 при выполнении операции сверления центрового отверстия, занимает соосное положение с гидрощупом 14. После того как инструментальная головка 3 с фрезерным шпинделем 15 и размещенной на нем сверлильной оправкой 17 переместятся в позицию III (фиг.2) и займут положение, соосное с обрабатываемой деталью 19, подается команда на выполнение сверлильной операции. При этом силовой стол 2 переместится вправо в направлении обрабатываемой детали 19 и производит ее обработку центровочным сверлом. Обработка продолжается до тех пор, пока микрометрический винт 12 не войдет во взаимодействие с гидрощупом 14, в результате чего дросселирующий распределитель 13 перекрывает поступление рабочей жидкости в гидроцилиндр 5 и силовой стол 2 останавливается, прекращая обработку центрового отверстия. После выполнения операции сверления центрового от- верстия силовой стол 2 и инструментальная головка 3 возвращаются в исходное положение, освобождая упор 8, который под действием пружины 18 возвращает ось 7 с упором 10 в исходное положение позицию I.
Далее после загрузки-выгрузки обрабатываемой детали цикл обработки повторяется в автоматическом режиме.
Для точной регулировки глубины фрезерования, определяющей размер обрабатываемой детали по длине, а также точного набора глубины зацентровки достаточно набрать необходимый размер с помощью микрометрических винтов 11 и 12, имеющих лимб с микрометрической шкалой.
Управление быстрыми ходами и рабочей подачей гидроцилиндра 5 осуществляется гидрораспределителями Р1, Р2 и регулятором расхода РР1 (фиг.5).
Предлагаемая конструкция станка обеспечивает позиционирование силового стола и инструментальной головки без силового нагружения узлов станка, что повышает надежность его работы, уменьшает износ деталей и увеличивает срок его эксплуатации. Вместе с тем улучшены условия обслуживания станка и сокращено время настройки станка на заданный размер обработки. Это обусловлено введением в гидросистему станка, управляющего работой гидроцилиндра подач дросселирующего распределителя с гидрощупом и установкой на поворотной оси, связанной шарнирно с приспособлением, микрометрических винтов, взаимодействующих с гидрощупом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с устройством автоматической смены инструментов | 1987 |
|
SU1444126A1 |
| Металлорежущий станок | 1978 |
|
SU781027A1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| Металлорежущий станок | 1985 |
|
SU1238903A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| Металлорежущий станок | 1987 |
|
SU1423299A1 |
| Копировальный станок | 1979 |
|
SU821078A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОРПУСA АВТОСЦЕПКИ | 2009 |
|
RU2404027C1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Металлорежущий станок для обработки концов валов | 1984 |
|
SU1184619A1 |
Использование: обработка металлов резанием, частности обработка на фрезерно-центровальных станках. Сущность изобретения: на станине 1 установлены силовые столы 2 с инструментральными головками 3 и приспособление 4 для закрепления детали. В каждом столе 2 размещен гидроцилиндр 5 продольной подачи, дросселирующий распределитель 13 с гидрощупом 14 и шарнирно соединенная с приспособлением 4 ось 7, несущая упор 8 и составной упор 10 на торце, выполненный из микрометрических винтов 11 и 12. При работе станка благодаря взаимодействию винтов 11 и 12 с гидрощупом 14 дросселирующие распределители 13 осуществляют управление гидроцилиндрами 5 и соответственно перемещением столов 2 с инструментральными головками 3. 5 ил.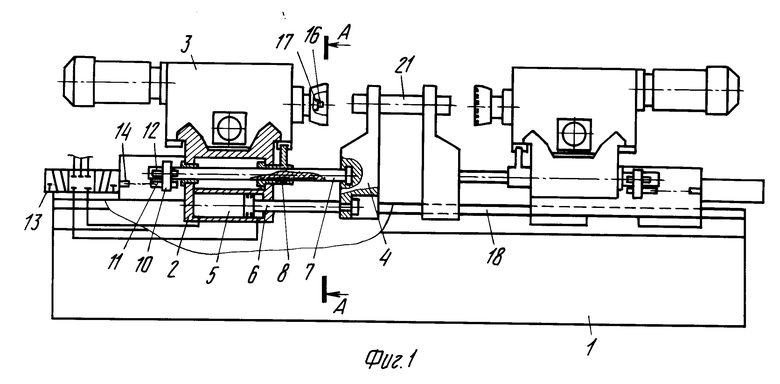
МЕТАЛЛОРЕЖУЩИЙ СТАНОК с установленными на станине приспособлением для закрепления деталей и двумя силовыми столами с инструментальными головками, каждый из которых несет гидроцилиндр продольной подачи и поворотную ось с двумя упорами, один из которых расположен на ее торце, отличающийся тем, что станок снабжен установленным в каждом силовом столе и связанным с гидроцилиндром дросселирующим распределителем с гидрощупом, ось шарнирно соединена с приспособлением для закрепления детали, а упор на торце оси выполнен составным из двух микрометрических винтов, расположенных с возможностью взаимодействия с гидрощупом.
| Металлорежущий станок | 1978 |
|
SU781027A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
